Confronté à une baisse spectaculaire de certains marchés, François-Xavier Betton prit l’initiative en 2014 d’investir dans un premier laser. Homme de défi, il décida en 2018 de lancer un ambitieux plan d’investissement en laser et en pliage en s’appuyant sur le savoir-faire de Bystronic.
Créée en 1999 par Bernard Perrin, l’entreprise actuellement connue sous le nom de
Serma Maine Anjou, rencontra des difficultés. En 2003 Serma Industrie Le Mans reprit l’activité jusqu’en 2005, date à laquelle elle fut cédée à François-Xavier Betton. « C’était une entreprise qui employait une dizaine de personnes et qui faisait essentiellement de la sous-traitance en chaudronnerie et métallerie. Elle disposait de peu d’équipements, essentiellement une cisaille, une plieuse usée et des postes de soudure. A partir de 2005, j’ai pris mon bâton de pèlerin pour aller chercher des nouveaux clients, réorganiser l’activité et investir. »
Issu d’une famille de métaliers, François-Xavier Betton a une formation commerciale. Sensible à l’ambiance des ateliers qui ont marqué son enfance, il débute sa carrière professionnelle en allant créer une filiale commerciale à Barcelone pour la société Oxymétal, avant d’être embauché par un lasériste espagnol, puis de revenir dans l’entreprise familiale pendant une dizaine d’années. En 2005, désireux de voler de ses propres ailes, il se mit en quête d’une entreprise à reprendre. Et il fit le pari que l’atelier de La Pouëze disposait d’un potentiel de développement intéressant.
 Devant la machine Bystronic et ses automatismes, François-Xavier Betton (deuxième en partant de la droite) est entouré de trois membres de l’équipe Bystronic et de visiteurs des journées Steel Alive Days
Devant la machine Bystronic et ses automatismes, François-Xavier Betton (deuxième en partant de la droite) est entouré de trois membres de l’équipe Bystronic et de visiteurs des journées Steel Alive DaysDévelopper des produits en propre
Fort de son expérience, François-Xavier Betton avait une idée précise de son objectif : faire de la sous-traitance afin d’obtenir des revenus récurrents qui permettent de maintenir l’outil industriel, tout en développant une gamme de produits propres afin de diversifier les sources de revenus. Sans compter, qu’avec les produits développés en interne, il est plus aisé de maintenir des marges satisfaisantes pour l’avenir de l’entreprise. C’est ainsi que plusieurs activités ont été lancées progressivement : la fourniture de serrurerie métallerie sur mesure destinée aux parcs et jardins commercialisée auprès des particuliers sous la marque
Irona, l’équipement industriel avec des emballages durables en acier développés sur mesure pour s’adapter à la formes des pièces, aux moyens de manutention ou encore à l’optimisation du chargement et enfin la serrurerie métallerie pour l’équipement des réseaux (énergie, transport, communication). La division parcs et jardins a ajouté voici deux ans une nouvelle corde à son arc avec le développement d’un abri de piscine en métal qui s’accompagne d’un plan de travail avec un bar et un banc (marque
Noobox). L’avantage de cette stratégie est que ces nouveaux développements s’adressent à des publics et secteurs différents (professionnels et particuliers) et utilisent des canaux de vente variés (vente directe, réseaux de vente, etc.) afin de limiter le risque d’exposition à un marché unique. L’entreprise est ainsi passé du statut de simple sous-traitant, à celui de concepteur en créant un bureau d’études afin d’accompagner ces nouveaux projets.
Dix ans après la reprise, en 2015, François-Xavier Betton pouvait se féliciter d’avoir réalisé un certain nombre de ses objectifs, et notamment celui d’être parvenu à créer une équipe avec des gens compétents qui ont plaisir à travailler ensemble. Signe de l’évolution, en 10 ans l’entreprise, qui connaissait un fort taux d’absentéisme en 2005, n’avait plus à déplorer d’absentéisme sauvage. Un effort constant a été mis en place pour les conditions et l’ambiance au travail, ainsi que pour faire progresser les compétences en interne. C’est ainsi que Nadine Lepage, âgée de 36 ans et embauchée comme assistante de production, a fini par s’occuper de la programmation du laser, puis de la gestion de la production au départ de Bernard Perrin qui était chef d’atelier après avoir fait ses preuves, suivi des formations et visité des ateliers d’autres entreprises. S’appuyant sur cette réussite humaine et entrepreneuriale, pour ses 50 ans, l’entrepreneur s’est lancé un nouveau défi : doubler son chiffre d’affaires d’ici 2024 et renforcer les marges.
 Outre la presse plieuse XPert Pro 250 t x 3 mètres, Serma Maine Anjou a également fait l’acquisition d’une cellule de pliage automatisée Mobile Bending Robot 40 t x 1 m
Outre la presse plieuse XPert Pro 250 t x 3 mètres, Serma Maine Anjou a également fait l’acquisition d’une cellule de pliage automatisée Mobile Bending Robot 40 t x 1 mUn outil industriel transfiguré
Restait également à disposer d’un outil industriel adapté, tant à la sous-traitance qu’aux produits développés par l’entreprise : «
Notre outil industriel est généraliste : nous traitons le profil, la tôle à plat, l’usinage. En effet, nous nous devons d’être réactif à tous les niveaux car certains de nos clients ont des besoins extrêmement stricts en termes de délais » constate François-Xavier Betton. «
L’objectif était notamment de se repositionner sur le marché de la sous-traitance, où nous étions en train de perdre pied. Notre atelier était vieillissant et nous perdions des marchés ».
L’entreprise est rodée à cette logistique particulière, notamment dans le ferroviaire pour lequel les interventions nécessitent parfois l’interruption des lignes. Un trop grand appel à la sous-traitance pourrait bouleverser ce service qui se doit d’être irréprochable et qui est très apprécié des clients. Les équipes doivent être en outre capables de prendre en compte des degrés de finition variés.
Depuis la reprise, l’entreprise investit en moyenne 250.000 euros par an, mais en 2019, un cap important a été franchi avec un investissement global d’1,5 millions d’euros, proportionnellement important pour la taille de l’entreprise, dans le but de renouveler totalement le parc machines dédié à la transformation de la tôle et de revoir les flux de production : un laser Bystronic BySmart équipé d’une source fibre 6 kW, d’un dispositif de chargement déchargement ByTrans Extended et d’un magasin de stockage ByTower à 8 cassettes est venu remplacer la précédente machine laser CO2 acquise d’occasion en 2014. La machine laser BySmart profite d’une tête avec un détecteur de collisions et d’un recentrage de buse automatique en standard. Serma Maine Anjou a pris l’option changeur de buse automatique, une option indispensable pour un système qui doit pouvoir fonctionner en autonomie avec des épaisseurs variées. Le système ByTrans Extended dispose de deux cassettes qui peuvent recevoir deux fois trois tonnes de tôle et qui en renforcent l’autonomie. «
C’est un système 3 en 1 » indique Pascal Dabreteau, Responsable des ventes, région Ouest chez Bystronic «
première possibilité, après la découpe, l’opérateur récupère les tôles découpées dans la partie basse pour les dégrapper. En fonctionnement autonome les tôles découpées repartent dans la tour de stockage avant que l’opérateur ne rappelle le casier au moment où il souhaite les dégrapper. Deuxième possibilité, le système à 42 ventouses, diamètre 150 mm, qui sert au chargement des tôles avant découpe, peut aussi récupérer les pièces découpées, sous réserve qu’il n’y ait pas de trous dans la tôle sous les ventouses. Il s’agit ici d’extraction, mais pas de tri, car les ventouses sont fixes. Troisième possibilité, lorsque le client découpe de l’inox, le système place une feuille de protection sur chaque tôle découpée et donc protège les pièces de toute rayure après déchargement du système à fourches ».
En complément, Serma Maine Anjou a investi dans une presse plieuse XPert Pro 250 t x 3 mètres avec plusieurs options : une ouverture agrandie de 200 mm, pour un total de 850 mm, hors table et outillage, afin d’extraire des pièces encombrantes sans avoir à les basculer, un accompagnateur de tôle (charge 150 kg), le système de contrôle d’angle LAMS, le bridage hydraulique inférieur et supérieur, le guidage au pliage à LED sur le tablier supérieur aide l’opérateur lors du travail en multipostes, ainsi que le système de sécurité FastBend + qui se règle en fonction de la hauteur poinçon et matrice et qui permet une vitesse de descente rapide jusqu’à 1 mm du contact de la matière.
Une petite cellule de pliage automatisée Mobile Bending Robot 40 t x 1m a complété cette phase d’investissements. Si la cellule fonctionne la quasi-totalité du temps avec le robot, il est possible d’utiliser la presse plieuse avec un opérateur dans des conditions de confort optimisées grâce à un bras support réglable en hauteur sur lequel il pose ses bras. La commande numérique est également réglable en hauteur.
Cette dernière offre l’avantage d’un prix compétitif, grâce à ses capacités limitées aux petites pièces qui constituent l’essentiel de la production en série de l’entreprise et d’une mise en œuvre aisée grâce au logiciel BySoft 7 Bending : «
Ce n’est pas le tout d’avoir un robot, encore faut-il savoir le faire tourner » apprécie François-Xavier Betton qui s’appuie sur les retours positifs des plieurs qui ont pris la machine facilement en main.
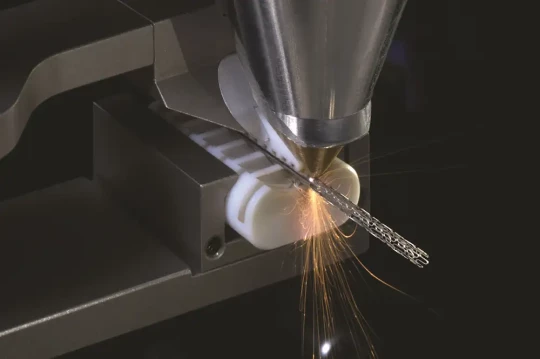
 Exemple de pièce réalisée dans les atelier de Serma Maine Anjou
Exemple de pièce réalisée dans les atelier de Serma Maine AnjouLe logiciel, générateur de progrès
C’est d’ailleurs le même logiciel qui permet de programmer l’XPert Pro et la cellule, qui d’ailleurs bénéficient de la même interface sur la commande numérique. Il prend en compte toutes les données des machines, tant au niveau des options disponibles que des outillages possédés par l’entreprise. De plus, l’entreprise ne perd plus de temps à calculer des développés à la réception des fichiers 3D pièces clients, puisque le logiciel gère cette fonction en automatique. Les opérateurs gardent la possibilité de modifier ou de créer les programmes de pliage établis au bureau. «
La programmation via l’interface simplifiée de la commande numérique est très rapide pour des pièces simples. L’opérateur dessine le profil sur l’écran tactile et le visualise en 3 dimensions. Autre possibilité, l’utilisateur reçoit un fichier DXF 2D et il indique les différentes lignes de pliage afin que la CNC lui reconstruise la pièce en 3D. Des opérateurs non spécialistes du pliage peuvent ainsi prendre beaucoup plus facilement et plus vite en main la machine » précise Pascal Dabreteau.
De même, pour le laser l’entreprise a retenu le logiciel Bystronic nommé BySoft 7 pour le plat. «
Aujourd’hui, notre logiciel a évolué pour simplifier le travail des opérateurs pour tout ce qui concerne la production. Par exemple, BySoft 7 dispose de fonctions qui détectent en amont des blocages potentiels comme les pièces qui peuvent basculer (Tilt prévention), et propose à l’opérateur d’ajouter des micro-jonctions. Le système représente chaque pointe des grilles de soutien de tôle et met en évidence toutes les contraintes et dangers à corriger. Protéger la tête de coupe est la priorité de Bystronic... »
Pour l’extraction des pièces, le programmeur visualise le positionnement des pièces par rapport aux ventouses du ByTrans Extended pour déterminer si l’extraction des pièces va être possible. Le logiciel détecte automatiquement toute impossibilité de préhension par la ventouse, comme la présence d’un trou sur sa surface et va désactiver la ventouse correspondante.
Retour des marchés de sous-traitance
L’entreprise travaille à 98% l’acier, le solde étant pris par l’inox ou l’aluminium. Les épaisseurs sont comprises à 80% entre 2 et 10 mm, avec quelques productions sur des tôles d’épaisseur 15 mm, voire 20 mm. Le format retenu est le même que le précédent, 1500 x 3000 mm, et correspond aux capacités de pliage de l’entreprise.
Le premier laser avait apporté une bouffée d’oxygène à l’entreprise alors que plusieurs de ses marchés étaient à l’arrêt ou en situation de fort ralentissement afin de renforcer la sous-traitance. Avant son remplacement, il coupait de 15 à 20 tonnes par mois. La nouvelle cellule Bystronic a coupé récemment en totale autonomie… 6 tonnes. On mesure immédiatement le bond de productivité réalisé. Et, par voie de conséquence, toute la production de l’entreprise a été absorbée sans difficulté par la nouvelle cellule qui dispose donc d’un potentiel d’heures disponibles à valoriser auprès des clients.
Autre avantage du passage au fibre par rapport au CO2, l’économie chiffrée en électricité est de l’ordre de 1500 euros par mois, alors que la puissance de la source a doublé.
L’arrivée de la cellule a été l’occasion de revoir l’organisation de l’atelier. Du côté de la presse plieuse en 3 mètres, la présence d’accompagnateurs de tôles a permis le travail avec un opérateur au lieu de deux pour la quasi-totalité de la production. Avec le contrôleur d’angle, les pièces sont bonnes sur la durée, ce qui est très important.
La présence de la cellule robotisée de pliage destinée aux petites pièces produites en série a également libéré les opérateurs de tâches de pliage répétitives. «
Avant, le pliage était un goulet d’étranglement dans l’atelier, alors que maintenant c’est fluide ».
Aspect important de l’investissement, le financement : François-Xavier Betton a préféré rallonger la longévité du financement afin de profiter des taux d’intérêt très bas. Il s’agissait d’investir dans un matériel en avance par rapport aux besoins immédiats de l’entreprise, donc plus onéreux, mais qui pourrait accompagner les développements futurs. «
Les contraintes de la sous-traitance et de nos fabrications sont complémentaires » tranche François-Xavier Betton qui avoue une fascination pour les machines et la technologie.
 La cellule robotisée Bystronic Mobile Bending Robot est destinée au pliage de pièces de petites dimensions. Sa programmation est assurée des bureaux via le logiciel BySoft 7 Bending de Bystronic
La cellule robotisée Bystronic Mobile Bending Robot est destinée au pliage de pièces de petites dimensions. Sa programmation est assurée des bureaux via le logiciel BySoft 7 Bending de Bystronic