Il permet ainsi d'augmenter la productivité à un très haut niveau de qualité. Depuis peu, la S242 existe aussi avec 3 coulisses transversales.
Les arbres à rotation rapide, les colonnes de guidage, les porte-outils et tous les composants sensibles requièrent des tolérances de concentricité et de position extrêmement sévères et que l'on ne peut en général obtenir que par un usinage en un seul serrage. Jusqu'à présent, quand l'une de ces pièces devait présenter une qualité de surface ultrafine, ne serait-ce qu'à un seul endroit, il fallait l'usiner complètement sur une rectifieuse. Cette solution donnait de bons résultats, mais elle nécessitait logiquement des temps d'usinage assez longs.
Pour le tournage dur, on dispose de prises d'outil solides, d'une broche porte-pièce avec une plage de vitesses étendue et de systèmes de serrage de pièce résistants aux vibrations. Pour répondre à l'impératif d'une chute de copeaux sans entraves, on a opté pour un banc machine incliné et un convoyeur de copeaux assure l'évacuation fiable des copeaux de tournage.
La rectification ne fait non plus aucune concession au tournage : on dispose de broches porte-meule adaptées à la puissance, d'un dispositif d'équilibrage, d'outils de dressage, de commandes de mesure "in process", d'un dispositif de réglage fin de la cylindricité et de systèmes de réfrigération-lubrification efficaces. Les boues de rectification atterrissent sur un filtre à bande papier qui sépare les déchets de meulage du lubrifiant réfrigérant.
Ainsi, plus rien ne s'oppose à une finition dure complète réunissant différents procédés sur une même machine. Bien au contraire: de nombreux avantages s'offrent à l'utilisateur. En effet, selon la géométrie à réaliser, il pourra profiter des avantages spécifiques à chacun des procédés. De plus, on économise désormais toutes les étapes de manutention et de transport imposées auparavant par le changement de machine.
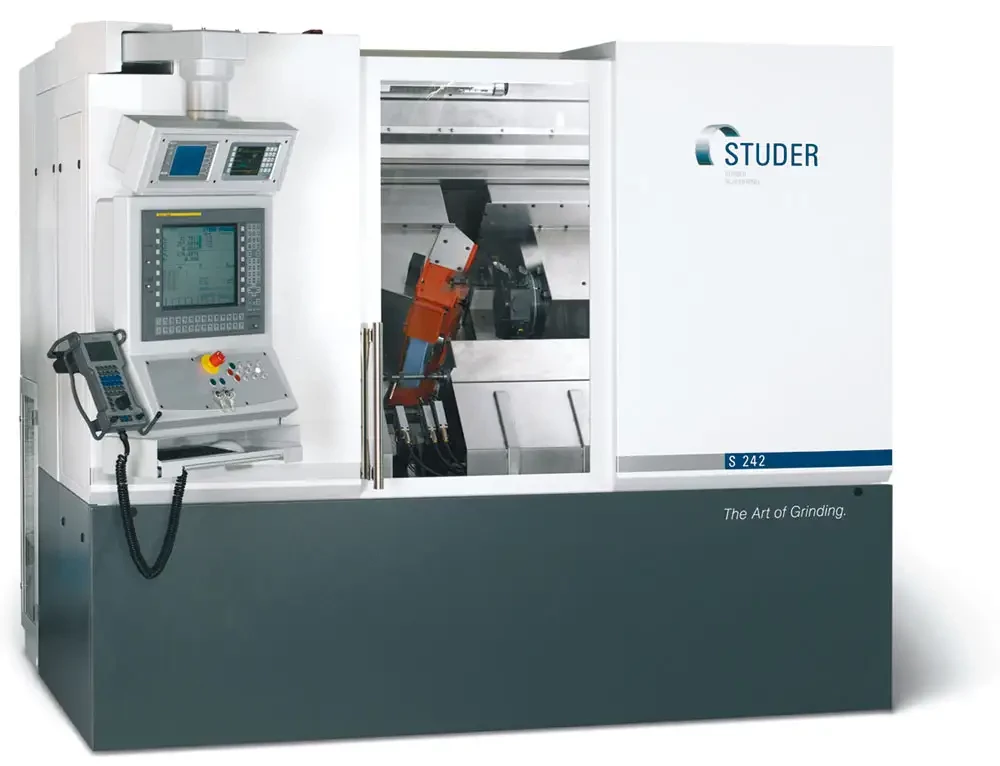
La S242 existe avec deux ou trois coulisses transversales disposées parallèlement. L'utilisateur peut utiliser ces coulisses de manière variable et les équiper d'une poupée porte-meule pour la rectification extérieure, d'un revolver de rectification intérieure pour un maximum de 3 broches de rectification intérieure ou d'un revolver porte-outils pouvant accueillir 12 outils au maximum. Il est possible - en option - de munir les emplacements d'outils d'entraînements ce qui permet des opérations de perçage et de fraisage simples.
La contre-pointe est à commande CNC et sa course de déplacement peut atteindre 900 mm sur la version longue (distance entre pointes de 1000 mm). La S242 offre ainsi une grande souplesse d'utilisation. Elle convient aussi bien à la fabrication de grandes séries qu'à celle de petits lots ou de pièces isolées. Et c'est justement cette souplesse au niveau du nombre et de la variété des pièces qui rend le nouveau centre de finition dure Studer aussi particulièrement intéressant pour les sous-traitants.
En effet, grâce à la disposition en ligne des deux coulisses transversales, les temps morts sont pratiquement réduits à zéro.
Pour l'usinage d'un porte-outil HSK, STUDER oppose la rentabilité de l'usinage combiné sur la S242 à celle de la rectification cylindrique traditionnelle:
L'usinage sur une rectifieuse cylindrique à trois meules s'opère selon deux serrages et sur la S242 à une meule et deux outils de tour en un seul serrage. Dans les deux procédés d'usinage, une commande de mesure "in process" assure une excellente maîtrise du processus. Le résultat: l'usinage sur une S242 offre un gain de temps de 45 % par rapport à la méthode traditionnelle. En un seul serrage, la rectification et le tournage dur ne prennent que 90 secondes. En rectification cylindrique en revanche, il faut, après avoir usiné le diamètre, la rainure de préhension, le cône HSK et l'épaulement, changer le serrage de la pièce, remplacer une meule et profiler la nouvelle meule. Cela dit, le temps de rectification proprement dit est déjà de 165 secondes. Autres avantages de l'usinage combiné: l'usinage en un seul serrage assure une précision élevée et réduit pratiquement à zéro les temps de préparation et d'attente.
La combinaison des procédés de finition dure "rectification" et "tournage" offre de nombreux avantages, à savoir :
? Usinage possible en un seul serrage
? Précision de position et de concentricité élevée en production
? temps machine et temps mort réduits
? pré-usinage au résultat proche du contour final
? structures de surface appropriées au fonctionnement prévu
? mise à profit d'une commande de mesure "in process" pendant la rectification
Voici ce que propose la S242 :
? revolver porte-outils pouvant accueillir 12 outils au maximum
? rectification cylindrique extérieure
? revolver de rectification intérieure pour un maximum de 3 broches de rectification intérieure (Ø 100 / Ø 120 mm)
? électrobroche synchrone sur l'axe de la contre-poupée avec une course de déplacement de 450 ou 900 mm
? commande de mesure "in process" en rectification cylindrique
? convoyeur d'évacuation automatique des copeaux
? manutention automatique des pièces
La S242 convient aux applications des secteurs les plus divers: usinage d'arbres et de colonnes de guidage, de porte-outils, usinage de mandrins, de guides de pistons, de pistons de commande, de pignons de pompe, d'arbres d'induit etc. En raison de sa flexibilité élevée, elle est également intéressante pour les sous-traitants spécialisés dans l'usinage de pièces simples (familles de pièces) et de petits lots.