Pour la fabrication de ses ensembles extrêmement complexes, le constructeur adopte des solutions intégrées TopSolid, la solution de CFAO de Missler Software et NCSIMUL Machine de SPRING Technologies pour la simulation d’usinage.
 DCNS Cherbourg assure la fabrication d'une nouvelle génération de sous-marins d’attaque (Photo DCNS)
DCNS Cherbourg assure la fabrication d'une nouvelle génération de sous-marins d’attaque (Photo DCNS)
Véritable ville dans la ville, l’unité de fabrication des sous-marins nucléaires de DCNS Cherbourg (50) mène une activité soumise en permanence aux impératifs de l’excellence industrielle. Un défi d’actualité, car les sous-marins nucléaires lanceurs d’engins (SNLE) cèdent la place ici à une nouvelle génération de sous-marins d’attaque. Plus petits et plus véloces, les premiers exemplaires de quatre sous-marins nucléaires d’attaque (SNA) Barracuda commandés par la Marine Nationale, sont actuellement en fabrication dans l’usine de Cherbourg. Avec de nombreuses innovations d’avant-garde, comme la détection sous-marine améliorée, un mât optronique remplaçant les périscopes classiques (optiques), un logiciel d’aide à la navigation électronique, une capacité d’emport d’armes doublée par rapport aux SNA de type Rubis, un CMS (Combat Management System) intégrant l’ensemble des capacités de veille au-dessus et au-dessous de la surface de la mer… «
Les sous-marins Barracuda sont destinés à succéder entre 2017 et 2027 aux sous-marins du type « Rubis en version Améthyste » actuellement en service », précise Hubert Amiot, chef de spécialité Mécanique-Usinage à la Division Sous-Marins de DCNS Cherbourg.
Une mission qui confronte DCNS à la fabrication de l’ensemble industriel le plus complexe qui soit, car un sous-marin nucléaire est beaucoup plus sophistiqué qu’un avion ou une automobile. Plus de 12 000 composants hors-normes doivent être conçus, fabriqués et assemblés le plus économiquement et rapidement possible. Et bien sûr, en tenant compte du respect d’un cahier de charges « qualité » draconien. Autant dire que les moyens de CFAO (conception et fabrication assistées par ordinateur) doivent être à la hauteur de cette tâche herculéenne. «
Nous avons fait nos premières armes dans l’utilisation de ces outils avec la mise en œuvre dans les années 1990 des logiciels Strim 100 de Cisigraph et Euclid de Matra Datavision », explique Hubert Amiot. Nos équipes ont accompli de nombreuses études 2D et 3D ainsi que l’usinage sur des machines à commandes numériques (MOCN). «
Les défis de conception et de fabrication des nouveaux sous-marins nous obligeaient, à mettre à plat nos process et nos solutions existantes », constate l’expert de la DCNS. Une constatation importante: le temps de l’intégration était venu. «
Il nous fallait la solution idoine pour pouvoir respecter les impératifs de réduction des coûts, des délais et de qualité inhérents à un tel programme. » D’autant plus, que la DCNS, décidée à mieux exploiter son savoir-faire ainsi que ses moyens humains et matériels exceptionnels, s’est lancée depuis quelques années dans un ambitieux effort de diversification dans des activités comme l’énergie renouvelable ou le nucléaire civil. Sans parler de son activité à l’export vers des pays comme le Pakistan, l’Inde, le Chili, La Malaisie ou le Brésil, intéressés par certains de ses sous-marins.
Dénicher la solution de CFAO, adaptée aux défis industriels du XXI siècle
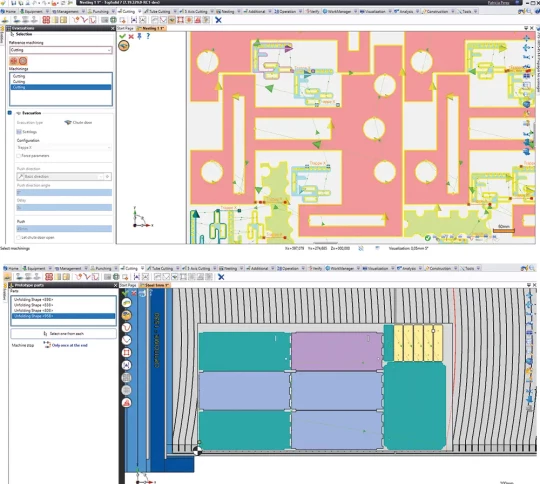
Véritable cas d’école, la démarché de la DCNS a compté plusieurs étapes, avec un objectif unique : la mise en place d’une chaîne numérique qui fait dialoguer CAO-FAO-simulation d’usinage. «
Premièrement, nous avons mis au point un cahier de charge et passé par ses fourches caudines trois solutions de CFAO, indique Hubert Amiot.
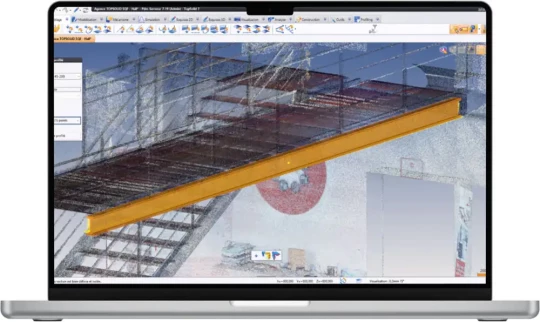
Au final, c’est la solution TopSolid de ce dernier s’est avérée être la plus adaptée à nos besoins. » Un vaste programme, car il fallait améliorer la programmation d’usinage des pièces complexes et à forte valeur ajoutée comme les tronçons de la coque ou les autres composants du sous-marins fabriqués dans l’unité de Cherbourg ; éventuellement éliminer l’usinage à chaque fois d’une pièce test pour vérifier la fiabilité du programme ; améliorer la mise au point des postprocesseurs ; maîtriser les modifications successives des programmes, etc. «
La solution proposée par Missler Software, qui marie la CFAO avec la simulation d’usinage grâce à l’intégration de TopSolid avec le logiciel NCSIMUL de HEXAGON Production Software - NCSIMUL, élimine tous ces écueils », se félicite quant à lui, Fabien Pourpour, responsable du pool FAO à la DCNS. Responsable du projet, ce spécialiste de l’usinage a reçu carte blanche pour revoir de fond en comble l’organisation du service « programmation ». Ce qui illustre un autre aspect essentiel d’un tel projet : le rôle crucial des hommes. «
Nous avons décidé de donner un statut bien défini à l’équipe de cinq programmeurs, qui était intégrée auparavant dans la production, souligne-t-il.
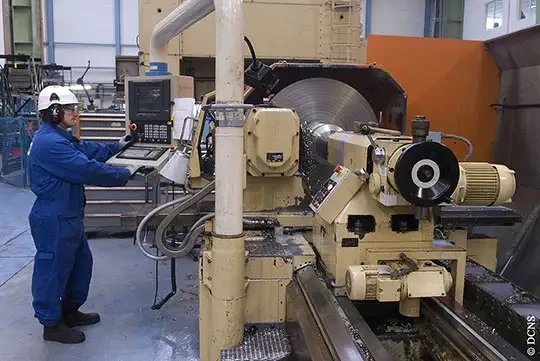
Et d’éviter ainsi les quiproquos permanents : quand apparaît un pépin dans l’usinage c’était la faute de programmeurs, tandis que les réussites étaient, presque toujours, portées au bénéfice de la production. » Autre condition de réussite : se faire aider par un intervenant extérieur, capable d’avoir une vue objective du chemin à parcourir et de ses obstacles. C2MIS, spécialisé dans la FAO et bon connaisseur des outils de Missler Software, a accompagné l’équipe de la DCNS dans la mise en œuvre de cette solution et dans la réalisation des postprocesseurs nécessaires pour piloter les équipements d’usinage. Des moyens exceptionnels, comme le centre de tournage vertical Bost doté d’une tête 5 axes et qui accepte des pièces de 350 tonnes sur une hauteur de 5 m et un diamètre de 10 m. Ou le tour vertical Schiess-Berthiez, actuellement en travaux de remise à niveau (il sera doté entre autres, d’une CN Sinumerik 840D de Siemens), qui dispose d’un plateau de 14 m de diamètre.
 DCNS dispose de deux tours verticaux de grande capacité dont ce centre de tournage Bost
DCNS dispose de deux tours verticaux de grande capacité dont ce centre de tournage Bost
Côté ambiance, la mise en œuvre de l’usinage virtuel a radicalement changé les relations entre l’équipe de programmation et celle de production. « Très complète, la simulation d’usinage qui s’applique à toutes les pièces, a apporté de la sérénité, constate Fabien Pourpour. « Les relations entre les deux groupes se sont apaisées et ils ne débatent maintenant que de questions… techniques. »
Tout le monde utilise la même méthodologie de travail et les programmeurs sont devenus poly compétents. Le travail de fabrication est mieux préparé, les dossiers techniques sont plus clairs grâce aux images 3D extrêmement réalistes. La réactivité est au rendez-vous et les économies se multiplient. Le temps de mise au point des programmes dans l’atelier a fondu comme neige au soleil. Et le gain de productivité est sensible. «
Début 2014 nous avions 250 ordres de fabrication en retard, aujourd’hui nous avons divisé ce chiffre par 25 », conclut Fabien Pourpour…
Le problème :
Amélioration de la programmation d’usinage des pièces complexes et à forte valeur ajoutée
Elimination de l’usinage d’une pièce test pour vérifier la fiabilité du programme
Faciliter la mise au point des postprocesseurs, maîtriser les modifications des pièces
La solution :
Mise en place d’une chaîne numérique CFAO (TopSolid de Missler Software) -simulation d’usinage (NCSIMUL de SPRING Technologies)
Création d’un poste de responsable FAO investi de pouvoirs étendus
Séparation de l’équipe FAO de celle de production
Les bénéfices :
100 % de programmes d’usinage simulés et vérifiés
Meilleure documentation de travaux d’usinage
Amélioration du dialogue entre Méthodes et Production
Productivité décuplée