Un programme de fabrication n'est pas tout. Le savoir faire ouvre des perspectives à des équipements améliorant productivité et qualité à condition de le mettre œuvre de façon dynamique.
En 1978, Eugène Rapp créée TOX PRESSOTECHNIK à Weingarten en Allemagne, près du lac de Constance. Aujourd'hui, la société compte 550 employés, dont 270 en Allemagne, réalise un chiffre d'affaires de 50 millions d'Euros, possède 15 filiales et pratique 22 joint-ventures dans le monde industrialisé. La société dispose de sites de conception et de réalisation ainsi que de centres techniques en Allemagne, aux Etats-Unis et en Chine, où elle exerce par ailleurs des activités de sous-traitance pour la fabrication de pièces en série compatibles avec son programme de fabrication. Depuis 1993 les investissements se montent à environ 30 Mios d'Euros pour un chiffre d'affaires actuel réparti pratiquement à 50/50 sur le marché intérieur et les marchés extérieurs. Avec 53% des ventes, le secteur automobile et ses équipementiers arrivent largement en tête, devant l'électroménager, la bureautique et les équipements industriels.
Une stratégie des ventes
La société s'appuie sur une stratégie utilisant d'abord ses savoir-faire dans l'élaboration de ses produits, l'utilisation des technologies et le développement des services. Le fil conducteur réside dans la vente de presses, d'éléments standardisé de presses, de pinces, d'outillages, de moyens de contrôle et de monitoring des process de production, ainsi que d'équipements spéciaux pour les technologies d'assemblage avec les procédés de clinchage, de clinchage rivetage, l'emmanchement et les mises en forme comme le poinçonnage, le pliage, le matriçage.
Le concept des solutions proposées s'articule autour des opérations à réaliser avec les fournitures de bâtis, d'entraînements, de commandes, d'outillages et de moyens de contrôle des process pour une production donnée. Le service consiste à marier les prestations d'avant vente, vente et après vente avec un souci de formation, d'améliorations permanentes et du respect de la qualité des équipements livrés. Les centres techniques implantés dans le monde valident les conceptions et simulent en conditions réelles les méthodes industrielles projetées.
Globalement la société fournit deux gammes de presses: l'une allant jusqu'à des efforts de 2 000kN et l'autre jusqu'à 57 kN. La démarche consiste à reconnaître les besoins et à rassembler les éléments nécessaires pour concevoir et réaliser une presse de façon modulaire.
Les presses jusqu'à 2 000 kN
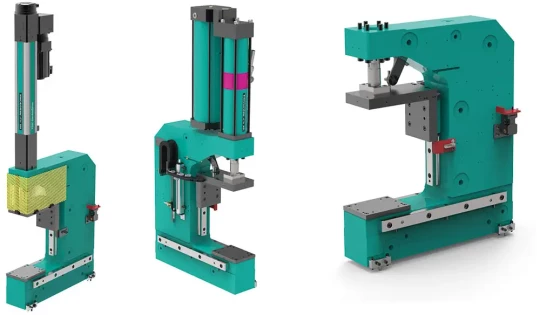
Ce standard comprend deux types de presses: les presses à arcades et les presses à colonnes. Les presses de type PC/PCG, MC/MCC, CEB/CMB, CEU et CEJ forment un ensemble de solutions pour les presses à arcades. Les presses de type PC/PCG qualifiées d'«autonomes» sont prévues pour des efforts de 40 à 1000 kN, celles d'établi de type MC qualifiées de «flexibles» et celles de type MCC d'»économiques» pour des efforts de 20 à 150 kN, celles d'établi de type CEB et CMB qualifiées d'»individualisées» pour des efforts de 40 à 300 kN, celles de type CEU qualifiées d'»universelles» pour des efforts de 80 à 150 kN, celles de type CEC qualifiées de «pratiques» pour de efforts de 17 à 70kN, celles de type CEJ qualifiées d'»adaptables» pour des efforts de 50 à 80 kN. Les presses de type MA/MAG et MB/MBG constituent le programme des presses à colonnes. Les presses de type MA/MAG qualifiées de «4 pieds» et celles de type MB/MBG qualifiées de «2 pieds» sont prévues pour des efforts de 10 à 2 000 kN.
Qu'ils soient en acier mécano soudé comme pour les presses à arcade PC/PCG, CEB/CMB, CEU, CEJ, ou en acier moulé comme pour les types MC/MCC, CEC, les bâtis sont conçus pour des flexions réduites sous effort maximal. Les presse à colonnes MA/MAG et MB/MBG ont pour caractéristique une construction compacte avec une répartition optimale des efforts.
Choisir les éléments fonctionnels
Le choix entre trois types d'entraînement s'effectue à partir de vérins pneumohydrauliques et hydrauliques pour des efforts de 1 à 2 000 kN, ainsi que de systèmes électromécaniques pour des efforts de 10 à 200 kN. Les vérins amplificateurs pneumatiques se caractérisent par une construction compacte, une faible consommation d'énergie, une haute résistance à l'usure, des cadences élevées, des outils préservés et une réduction du niveau sonore pour des courses de travail jusqu'à 80 mm et des courses d'approche jusqu'à 400 mm. Les vérins hydrauliques jusqu'à une pression de 250 bars avec des courses de travail allant jusqu'à 200 mm conviennent lorsque l'alimentation hydraulique est la pratique courante chez l'utilisateur. Ils sont utilisés avec un amplificateur avec une fonction de course d'approche. Les systèmes électromécaniques se déclinent en quatre gammes classifiées en fonction des efforts à transmettre.
Par ailleurs, un ensemble d'équipements assure des fonctions nécessaires comme par exemple le réglage en hauteur et une sécurité anti-rotation pour les presses d'établi à arcade du type MC qui s'intègrent sur machines transferts et lignes de fabrication, ou encore d'un guidage précis avec coulisseau à deux colonnes, d'une sécurité anti-rotation, d'un réglage de hauteur de table et d'une sécurité anti chute pour les presses à colonnes MB/MBG.
Les systèmes de commande sont conformes aux normes règlementaires CE. Ils sont livrés avec tous les éléments électriques et pneumatiques nécessaires suivant les applications. Ils vont du système de commande bi manuel de base jusqu'au système de commande bi manuel avec automate programmable. Ils s'élargissent grâce à des options qui comprennent des fonctions complémentaires, comme par exemple le compteur de pièces ou les adaptations pour la sécurité, comme les barrières de sécurité immatérielles.
Les systèmes de contrôle assurent la qualité de l'opération exécutée. Il existe deux systèmes applicables suivant le besoin: une version simplifiée avec 8 programmes de mesure de 8 types de pièces, et une version élargie avec 32 programmes de mesure pour 32 types de pièces assurant le contrôle jusqu'à 10 pièces par seconde. Deux autres systèmes de contrôle assurent la fiabilité du processus de production et permettent le suivi des type de matériaux, des épaisseurs de tôles, des disposition de l'outillage, de la force de pressage, des côtes de contrôle «X» et des ruptures d'outils. Ils utilisent aussi bien les entrées /sorties RS 232 que RS 485.
Les presses jusqu'à 57 kN
Dans la droite ligne de la stratégie suivie pour les presses jusqu'à 2 000 kN, une nouvelle gamme TOX-FinePress avec des efforts jusqu'à 57 kN élargit le programme de fabrication de TOX PRESSOTECHNIK. Il s'agit de quatre types de presses configurables selon les applications: les presses manuelles à genouillère, les presses manuelles à pignon/crémaillère, les presses pneumatiques et les presses manuelles avec assistance pneumatique.
Ces nouvelles presses sont toutes configurables à partir des morphologies de pièces en trois variantes de bâtis en acier moulé: l'une dite «standard», l'autre «haute» et la dernière «large». Les tables des bâtis sont conçus avec des rainures en «T» et permettent le montage de plateaux pour tables linéaire ou circulaire.
Le guidage du coulisseau s'effectue avec un dispositif de guidage linéaire identique à celui d'un axe de machine outil. Ce type de guidage assure précision et répétitivité du positionnement. Trois possibilités d'attachement de l'outil avec un adaptateur évitent les risques d'endommagement du coulisseau: l'un par taraudage, l'autre par rondelle et le dernier par goupille filetée. Ceci favorise la rapidité des changements d'outils. Toutes les presses peuvent être équipées d'un compteur de course et de capteurs avec les entrées sorties nécessaires aux fonctions à remplir.
Les presses manuelles à genouillère avec des efforts de 2,5 à 56 kN améliorent la flexibilité grâce à un dispositif simple de modification des efforts par un positionnement différent de la genouillère. Les presses manuelles à pignon/crémaillères comportent deux types de presses, l'une avec un effort de 2,5 kN, l'autre avec un effort de 4 kN. Elles ont pour avantage d'assurer un effort constant sur la course de travail. Elles disposent d'une butée de profondeur avec micromètre. Les presses pneumatiques avec effort de 2 à 57,5 kN ont pour avantage d'être pré disposées pour une automatisation avec des capteurs en position haute et basse, un dispositif de réglage des courses et un amortissement en position haute. Les presses manuelles avec assistance pneumatique pour des efforts de 8,5 à 56 kN et une course de 6 mm disposent des fonctions mesure et réglage de course, d'une commande et d'une unité de maintenance intégrées. Dans les deux cas le raccordement pneumatique se situe à l'arrière du bâti.
De nombreux éléments complémentaires permettent la construction sur mesure, comme par exemple un dispositif anti-retour et une mesure de course pour les presses manuelles à genouillère et à pignon/crémaillère, ainsi qu'un réglage fin du point de pressage. Les éléments des systèmes de commande et de contrôle complètent ce type de construction, comme par exemple le capteur d'effort intégré à l'adaptateur de l'attachement d'outil, ainsi que les commande de sécurité.
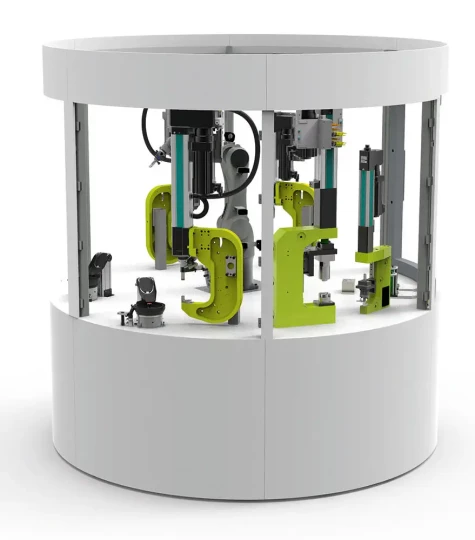
Un ensemble cohérent
Avec un programme de fabrication élargi, le savoir-faire se traduit par la fourniture d'équipements complets avec outillages et montages de prise de pièces du plus simple au plus complexe. Les applications spécifiques font partie intégrante du savoir-faire pour la réalisation d'équipements suivant la pièce à réaliser. Tout cela concourt à faire de TOX PRESSOTECHNIK un fournisseur complet et fiable avec un impressionnant tableau de réalisations à son actif.