En 10 ans, ACS est passé du statut de spécialiste de l’oxycoupage à une activité tournée à 60% vers le laser. Le renouvellement récent de ses machines laser lui a permis de développer son activité de manière importante.
Fondée en 1984,
ACS était alors exclusivement tournée vers une activité d’oxycoupage. Ce n’est que plus de vingt ans après, en 2006, que la découpe laser fut intégrée aux technologies proposées par l’entreprise avec l’acquisition d’une machine Bystronic. La part du laser n’a cessé de progresser pour atteindre aujourd’hui 60% du chiffre d’affaires. L’entreprise conserve néanmoins de belles capacités en oxycoupage avec trois machines à commande numérique Messer (12000 x 3000) pour la découpe de tôles de 20 à 300 mm d’épaisseur, complétées par un tonneau d’ébavurage et une presse pour le planage offrant une tolérance de 1 mm/m.
En 2011, pour répondre au développement de la demande en laser, Adrien Muccio, fondateur et co-gérant de l’entreprise, décida d’acheter un bâtiment qui jouxtait l’atelier afin d’y déplacer le stock de matières premières et d’investir en parallèle dans une machine de découpe laser CO₂ 5 kW Trumpf et de procéder au retrofit de la machine Bystronic. Il regrette aujourd’hui ce choix : «
Je ne renouvellerai pas l’expérience de rétrofiter une ancienne machine qui tourne à fond. Il vaut mieux investir dans un nouveau matériel. » De plus, l’accroissement de la production révèlera une autre faiblesse dans l’organisation des flux matière. En effet, les bâtiments étaient malheureusement sur deux niveaux (1 m de différence au niveau de la hauteur de dalle) : la manutention de la matière première du stock à la machine nécessitait deux chariots avec une dépose intermédiaire.
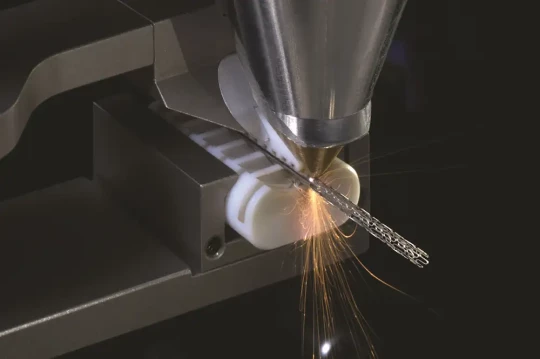
 Découpe inox de 30 mm sur la machine 6 kW
Découpe inox de 30 mm sur la machine 6 kW
2014 fut l’année choisie pour remettre les choses à plat, tant en matière d’organisation que de capacités de production. Deux projets importants furent étudiés en parallèle : la recherche d’un nouveau bâtiment et l’augmentation des capacités de découpe.
Afin de faire face aux exigences toujours plus pointues de sa clientèle de plus de 550 clients dans des secteurs très variés (nucléaire, offshore, levage, BTP, chaudronnerie, tôlerie, automobile, décoration), ACS se devait d’être capable de répondre dans les meilleurs délais à des commandes de pièces unitaires jusqu’au grandes séries.
Le nouveau bâtiment a permis d’établir des plans d’atelier optimisés : «
il est impératif d’éviter tout goulot d’étranglement à la production » justifie Patrick Dejoux, Chef d’atelier.
Et les investissements machine ont permis d’accroître les capacités, ainsi que la flexibilité de l’entreprise. Les tests ont démontré que «
les vitesses de découpe du fibre n’avaient plus rien à voir avec celles des nos machines CO₂. »
2 fibres à la place de 2 CO2
Plutôt que d’acheter deux machines de format identique, Adrien Muccio a préféré choisir d’une part une machine au format classique de 1500 x 3000 avec une source fibre de 4 kW capable de réaliser 80% des travaux confiés à l’entreprise et d’autre part un modèle 2000 x 4000 avec une puissance 6 kW afin de conquérir des marchés sur des dimensions et des épaisseurs moins courantes dans le marché de la sous-traitance.
Sur ces nouvelles machines, l’entreprise a fait le choix de prendre deux options complémentaires dans le but de développer la part des grandes séries : un système de chargement avec deux palettes de 3 tonnes chacune et un changeur de buse en automatique avec un magasin de 40 buses. Cette solution offre une grande souplesse puisqu’il est ainsi possible de charger en automatique des épaisseurs et matières variées dans les machines.
 Les deux lasers fibre de Bystronic : 1500 x 3000 mm, source 4 kW pour l’une et 2000 x 4000 mm, source 6 kW pour l’autre
Les deux lasers fibre de Bystronic : 1500 x 3000 mm, source 4 kW pour l’une et 2000 x 4000 mm, source 6 kW pour l’autre
«
Une erreur à ne pas faire est d’acheter un fibre sans chargeur. Si vous coupez de la fine épaisseur, l’opérateur va arrêter la machine pour décharger les tôles, ce qui va réduire la productivité » conseille Adrien Muccio qui est dans une logique d’utilisation au maximum du potentiel des machines. Ces dernières découpent en moyenne 21 heures par jour la semaine et 10 heures par jour le week-end. D’autres entreprises pourront avoir une approche différente, par exemple celles qui fabriquent des produits en propre avec des plus petites séries et qui seront plus attentives aux économies d’énergies apportées par le fibre. Adrien Muccio chiffre ces économies d’énergie à 15 000 euros sur une année, qui, additionnées à l’absence de gaz lasants et de lentilles (6 changements par an pour ses précédentes machines CO₂) apportent un avantage supplémentaire à ACS.
Sur la machine 6 kW, la fonction PowerCut assure la gestion du laser afin de limiter la transmission de chaleur à la matière. Ce dispositif permet à la machine 6 kW de découper des épaisseurs jusqu’à 30 mm pour l’aluminium ou l’inox, 25 mm pour l’acier, 15 mm pour le laiton et 12 mm pour le cuivre. L’option Cutcontrol a également été retenue par ACS : elle mesure en permanence les retours d’onde dans la tête de découpe et change automatiquement les paramètres de base pour maintenir la qualité requise. Si le problème détecté ne peut être corrigé instantanément, la coupe s’arrête. «
Le Cutcontrol apporte une sérénité à l’entreprise, en particulier lors de travaux de découpe réalisés la nuit sans surveillance humaine : le risque d’arriver le matin et de constater que les tôles ont été mal découpées est absent » appuie Philippe Garcin, Responsable régional Sud-Est de Bystronic.
La prise en main des deux machines s’est faite très naturellement après quatre jours de formation. Patrick Dejoux se félicite de la grande régularité de la coupe apportée par le laser fibre en comparaison du laser CO₂ qui a facilité la transition : «
Contrairement à la découpe CO₂ qui peut subir des variations, même avec des conditions identiques, en fonction de l’usure de la machine, des dérèglements du chemin optique, la découpe fibre permet d’avoir des résultats de découpe constants pour des réglages identiques. »
Le hall laser accueille aujourd’hui les deux machines de découpe et le stock de matières premières (acier, inox, aluminium, cuivre, laiton). Une personne gère l’approvisionnement en provenance des fournisseurs et assure l’arrivée de la matière jusqu’au pied des machines. La gestion informatique des stocks permet à chaque instant de croiser les stocks présents dans l’entreprise avec les futures fabrications des deux équipes afin de ne pas être à court de tôles.
 Philippe Garcin de Bystronic (2è à gauche) entouré de Jason Camboulive, Adrien Muccio et Patrick Dejoux d’ACS
Philippe Garcin de Bystronic (2è à gauche) entouré de Jason Camboulive, Adrien Muccio et Patrick Dejoux d’ACS
Si plus de 85% des pièces à produire arrivent sous la forme d’un fichier informatique, les équipes chargées de la programmation s’assurent néanmoins de leur conformité et procèdent aux quelques finalisations nécessaires avant d’être envoyées sur le service en ligne ByOptimizer mis en place par Bystronic pour l’optimisation automatique du positionnement des pièces dans les tôles. Toutes les sources de marges potentielles sont à étudier, et si la vitesse de la machine ou ses coûts de maintenance viennent plus spontanément à l’esprit, l’utilisation d’une solution performante de préparation des plans de découpe est un point à ne pas négliger. Des tôles présentant moins de déchets ou des temps de découpe réduits représentent des avantages toujours bons à prendre.
La qualité jusqu’à la livraison
Le sérieux de la fabrication chez ACS débute par l’achat de matière première de qualité «
Je n’achète pas de lots déclassés car je ne suis pas là pour gérer des non-conformités et le mécontentement des clients » précise Adrien Muccio. Au-delà de la fabrication ACS s’assure de la traçabilité des matériaux traités par l’entreprise et propose un marquage en frappe ou au laser des informations telles que les numéros de coulées, les nuances, etc. L’entreprise est capable de produire à tout moment les certificats des matières travaillées. C’est un paramètre indispensable pour certains marchés comme le nucléaire ou l’offshore.
ACS a habitué ses clients à une production de qualité. L’arrivée du laser fibre a permis de produire des pièces qui ne nécessitent pas de traitement ultérieur pour une large gamme de matériaux et d’épaisseurs. «
Pour gagner du temps et maintenir nos marges, nous préférons avoir des pièces qui sortent parfaites du laser » Avec les deux machines Bystronic, seuls l’aluminium à partir de 8 mm d’épaisseur et l’inox à partir de 10 mm font apparaître des bavures qui seront facilement éliminées à la meule ou sur l’ébavureuse à plat.
Après la fabrication, les équipes d’ACS soignent aussi la livraison. Les petites pièces sont ainsi rangées dans des cartons et les grosses pièces sont empilées de manière à être parfaitement alignées. Il n’est pas question de ternir l’image de l’entreprise en livrant des pièces de précision en vrac ou avec un empilage approximatif. «
Le client doit avoir une image globale de qualité. » De plus, les produits sont livrés avec une bande d’adhésif marqué au nom de l’entreprise. Si cette dernière est absente, le client peut émettre des réserves sur la livraison, car cela signifie que le transporteur a modifié le conditionnement des produits.
La progression de l’activité d’ACS a été rapide ces dernières années puisque l’entreprise est passée de 3 millions d’euros de chiffre d’affaires avec 11 personnes en 2009 à 5,3 millions avec 22 personnes en 2015. «
Aujourd’hui, si j’étais resté à avec mes anciennes machines, je ne serais jamais arrivé à ce niveau de chiffre d’affaires » conclut Adrien Muccio qui fait remarquer qu’on ne peut pas raisonner en laser comme en oxycoupage. Sur cette technologie les progrès ont été minimes et ne nécessitent pas le même taux de renouvellement du parc machines, tandis qu’en laser les progrès des dernières années ont été fulgurants. Malgré une période économique morose, l’investissement dans de nouvelles machines a fait la différence.