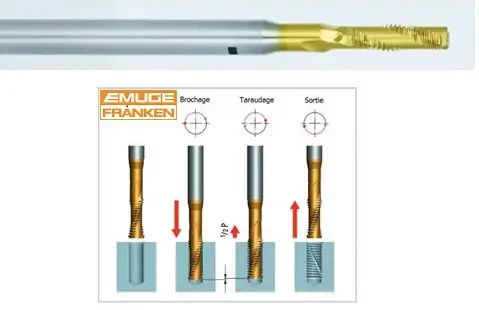
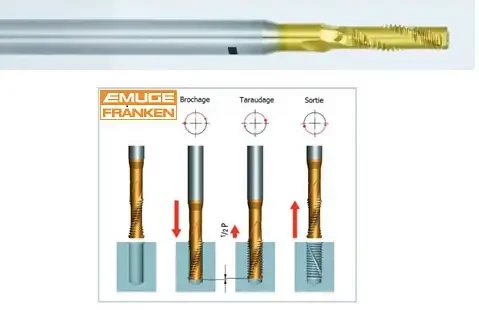
Très rapide, le taraudage au moyen du taraud Punch Tap est effectué en 3 étapes :
- Plongée (brochage) : le taraud n'a pas un profil de filet continu sur la circonférence, mais deux peignes qui sont décalées de 180°. La première dent de chaque peigne est responsable de la production de la gorge et permet ainsi la première étape du processus, le brochage hélicoïdal dans l’avant trou.
- Taraudage par déformation : une fois que le taraud Punch Tap a atteint la profondeur totale, l’outil effectue une rotation de 180° dans le sens du détaraudage. Les peignes réalisent la hauteur totale du filet sur 1/2 tour.
- Sortie : le taraudage est réalisé et les 2 peignes sont en face des 2 gorges obtenues lors de l’entrée. Le taraud ressort sur 1/4 de tour en repassant dans les rainures réalisées pendant l’opération de brochage hélicoïdal.
Le résultat est un taraudage avec 2 rainures hélicoïdales.
 Taraud Punch Tap
Taraud Punch Tap
Avantages :
- Gain de temps de 75 %.
- Economie d’énergie au moins égale.
- Durée de vie de l’outil prolongée, usure réduite, la hauteur totale du taraud travaille sur 1/2 tour.
- Sécurité, process d’usinage validé par AUDI.
Exemple taraudage M6 sur 15mm de profondeur :
Taraudage standard = 15 tours, temps d’usinage sur CU moderne = 2s.
Punch Tap = 1/2 tour, temps d’usinage = 0,5 s.