La société Franke Werkzeugbau AG exploite pour la première fois AutoForm-Sigma pour le développement d’un nouveau produit. Le développement de l’outil correspondant se fait sur ordinateur conjointement au développement du produit. L’évier du siècle de Franke démontre bien qu’un produit vieux de cent ans peut changer de cap et en même temps retrouver le chemin du succès.
 L’évier du siècle pour célébrer le centenaire de Franke. (Photo Franke)
L’évier du siècle pour célébrer le centenaire de Franke. (Photo Franke)
On n’a pas tous les jours cent ans. En 2011
Franke a fêté son centenaire et a présenté pour l’occasion son « évier du siècle ». Son design illustre le savoir-faire et la qualité des produits Franke, tout particulièrement avec un rayon de seulement 12,5 mm dans l’angle de l’évier. De plus, la profondeur de l’évier est de 175 mm et ses dimensions horizontales sont 410 x 500 mm. En général, les dimensions horizontales sont plus petites et le rayon est plus grand. D’autres modèles sont aussi prévus, avec ou sans bord, ainsi qu’avec une évacuation intégrée ou une évacuation d’un diamètre de 8,9 cm.
C’est pour cette raison que le Département d’Innovation de Franke Küchentechnik AG a passé commande à Franke Werkzeugbau AG à Aarburg (Suisse) pour un outil qui conviendrait à la fabrication de ce modèle anniversaire. De telles occasions permettent de sortir des sentiers battus, et c’est exactement ce qu’a fait Franke. Son intention était d’investir beaucoup plus de temps sur ordinateur qu’auparavant lors de la phase de développement. Franke Werkzeugbau AG a donc été impliqué très tôt, dès la phase de conception de l’évier du siècle, l’important investissement réalisé au début de la période de développement devant être largement amorti au final.
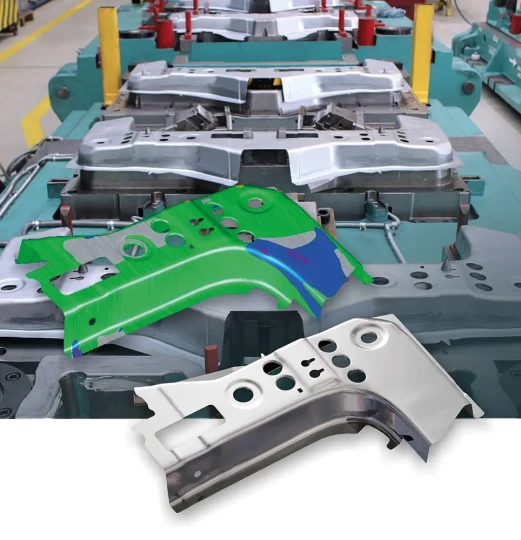
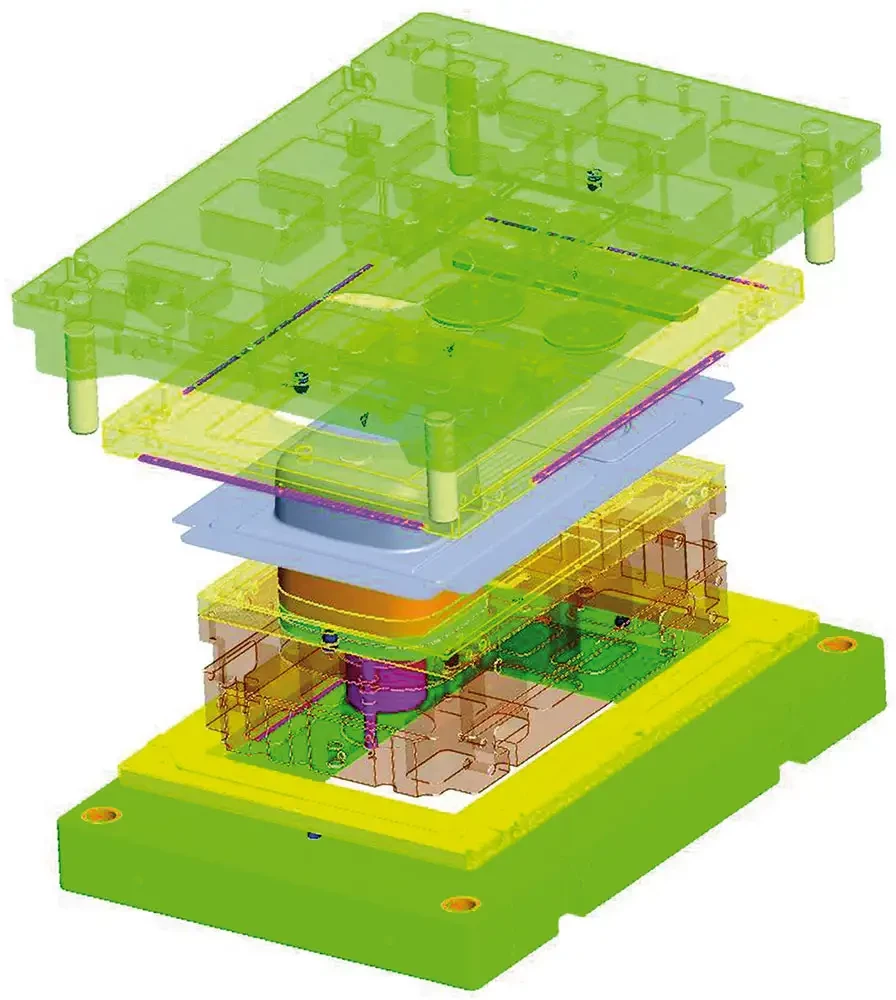
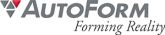
 Franke Werkzeugbau AG développe numériquement ses propres outils d’emboutissage en 3D. (Doc Autoform)
Franke Werkzeugbau AG développe numériquement ses propres outils d’emboutissage en 3D. (Doc Autoform)Développement systématique de l’outil
Mischa Widmer, Responsable Technique chez Franke Werkzeugbau AG, et son équipe d’ingénierie ont commencé le développement de l’outil par une étude de faisabilité. La même méthodologie a été utilisée afin d’obtenir de façon systématique une solution optimale. Trois niveaux d’évaluation (emboutissage profond, outil de tombage et process complet) ainsi qu’une combinaison de ces trois niveaux ont aboutis à plusieurs types d’évaluation. L’équipe d’ingénierie a utilisé AutoForm-Incrementalplus pour ces évaluations. La robustesse en production a été évaluée lors d’un quatrième niveau. Les rebuts, les reprises de pièces et les arrêts de presse devaient être minimisés : c’est dans ce but qu’AutoForm-Sigma a été utilisé.
Au cours de la première partie de l’évaluation, les experts de Franke ont utilisé le logiciel AutoForm pour obtenir une vision précise de tous les facteurs qui influenceraient de façon significative le process d’emboutissage. La mise en forme a alors été divisée en trois étapes interconnectées : formage des bords, emboutissage profond de l’évier et mise en forme de l’évacuation.
Les résultats de la première étape ont indiqué que l’alimentation en matière pour les bords devait être assurée via une découpe adaptée du flan. En outre le bord formé devient alors une bande de freinage. Pour les éviers sans bord, cette fonction correspond à un jonc de retenue. L’objectif final étant d’obtenir une production robuste, l’épaississement, les efforts de retenue, ainsi que la forme du flan se sont avérés être les paramètres principaux pour les spécialistes de l’emboutissage.
Mischa Widmer, Directeur Ingénierie chez Franke Werkzeugbau : «
AutoForm-Sigma m’impressionne toujours un peu plus chaque jour. C’est un logiciel très bien pensé et orienté « pratique ». Il me permet d’obtenir des informations que je n’aurais pas eues autrement. Ce logiciel est un énorme avantage pour notre atelier et il est indispensable pour nous aider à maintenir notre compétitivité. »
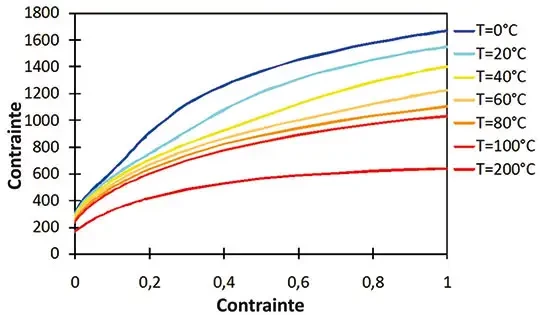
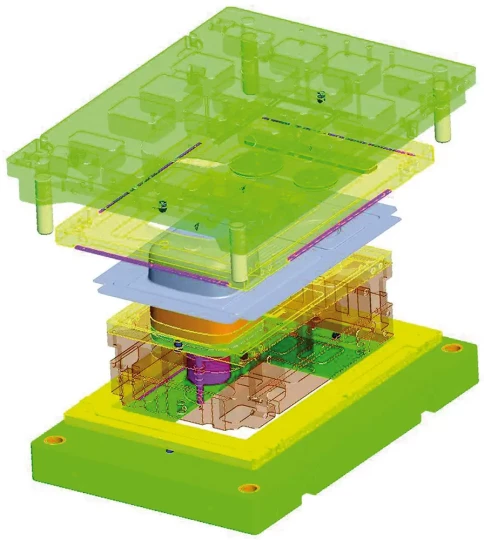
 AutoFormplus R2 propose un modèle de matériau dépendant de la température pour l’acier inoxydable 1.4301. Ce modèle permet également le calcul du taux de martensite en fonction de la température. (Doc Autoform)
AutoFormplus R2 propose un modèle de matériau dépendant de la température pour l’acier inoxydable 1.4301. Ce modèle permet également le calcul du taux de martensite en fonction de la température. (Doc Autoform)
L’évaluation de la seconde étape a démontré que le petit rayon dans l’angle de l’évier entraine d’importantes contraintes de compression. En fonction du matériau ou des propriétés d’écoulement, un épaississement non acceptable était à prévoir. Le rayon d’entrée matrice d’une matrice de pré-formage a permis d’influencer positivement ce phénomène, ce qui a eu pour conséquence l’annulation de plusieurs lots de matière. Ces modifications ont également profité à la capabilité du process. Après analyse, les paramètres prépondérants étaient le rayon de l’angle de l’évier de l’outil de pré-formage et de celui de ré-emboutissage, les efforts de retenue et la lubrification lors du pré-formage, ainsi que les propriétés du matériau. De plus, les rayons sphériques dans les angles de l’évier se sont révélés être des zones délicates étant donné leurs valeurs de tolérance en amincissement.
L’analyse de la troisième étape a montré qu’en étirant le matériau lors du pré-formage, l’évacuation intégrée pouvait être mise en forme avec une grande qualité, ce qui, d’après l’expérience de Franke, serait aussi le cas pour les évacuations de 8,9 cm de diamètre.
Objectif final : une production robuste
Des variations incontrôlables, également appelées paramètres de bruit – telles que les caractéristiques matériaux variant d’une bobine de tôle à une autre –, font partie du quotidien de l’industrie du formage de tôle. Le modèle matériau précis pour l’acier inoxydable 1.4301, disponible dans le logiciel AutoForm depuis la version R2, a donc été grandement profitable à ce projet anniversaire. C’était un avantage pour la simulation de l’évier du siècle, dont le matériau est dépendant de la température entre 20 et 200°C. Incidemment, ce modèle matériau est le résultat de la collaboration entre Franke, le KTI (Commission pour la Technologie et l’Innovation – Swiss Innovation Promotion Agency) et l’ETH (Institut Technologique) de Zurich.
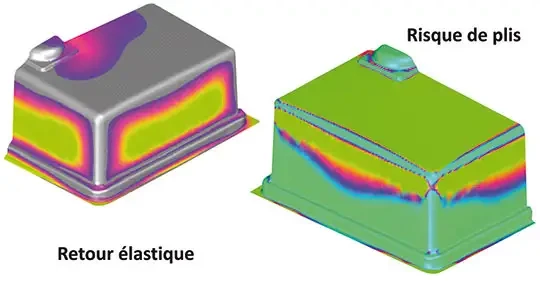
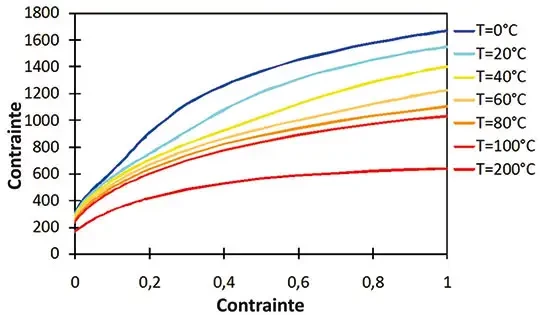
 Les effets du retour élastique dus à l’utilisation de l’acier chrome-nickel sont un véritable problème. Le retour élastique et les plis sont ici dans les tolérances admissibles. (Doc Autoform)
Les effets du retour élastique dus à l’utilisation de l’acier chrome-nickel sont un véritable problème. Le retour élastique et les plis sont ici dans les tolérances admissibles. (Doc Autoform)
Les paramètres contrôlables, c’est-à-dire les paramètres de conception tels que les efforts de retenue des joncs, permettent de concevoir et de stabiliser le process pour obtenir une production robuste. Etant donné les variations attendues, Franke Werkzeughau était intéressé par l’analyse de la robustesse du process de formage, mais aussi par l’identification des paramètres qui auraient une influence importante sur ce process. Somme toutes, puisque 200 000 éviers du siècle doivent être produits, une production sans accroc représenterait un réel avantage. L’équipe d’ingénierie a donc lancé deux analyses de robustesse avec AutoForm-Sigma. Tout d’abord, les experts se sont concentrés sur les paramètres de process tels que la lubrification et les efforts de retenue. La seconde analyse a concerné les paramètres géométriques et les variables matériaux. Grâce à ces deux analyses complémentaires, un process optimal et des paramètres géométriques influents ont été mis en évidence. L’accent a été mis sur les zones de l’évier qui avaient été identifiées comme à risque lors des analyses précédentes. Franke fabriquant ses éviers avec un acier chrome-nickel, il a également fallu tenir compte du problème omniprésent du retour élastique. Une production fiable ne serait possible que si le retour élastique pouvait être compensé de façon robuste.
Suite de l'article
Simulation d'emboutissage :
Analyses process et géométrique avec AutoForm-Sigma (2/2)