Axé sur son cœur de compétence, l’usinage complet – selon la devise « un seul serrage – un usinage complet » –, WFL, qui expose la semaine prochaine au Bourget (stand 4 B25), a déjà su relever de nombreux défis techniques. Ce principe s’applique parfaitement à l’usinage complet de pièces en mandrin dans le secteur aéronautique. Les centres MILLTURN exécutent ces tâches complexes avec un niveau de productivité et de précision exceptionnel. Pour les pièces en mandrin, souvent caractérisées par un diamètre égal ou supérieur à leur longueur, WFL a su, au fil des années, se forger un avantage technologique considérable.
Parmi les pièces en mandrin les plus courantes figurent les aubes, disques et anneaux. Les derniers projets démontrent qu’il est possible d’usiner des pièces de 1 700 mm de diamètre sur une M175 MILLTURN. En version « Large Swing », cette machine peut même aller jusqu’à 2 000 mm de diamètre, permettant ainsi l’usinage de très grands composants en un seul serrage.
Grâce à l'utilisation de technologies d'usinage spécifiques et d'outils logiciels avancés, il est possible de rendre l'usinage de ces pièces extrêmement efficace. Pour les pièces complexes, un concept global est nécessaire afin de garantir des résultats optimaux pour les clients. Les séries T et TB ont particulièrement bien répondu à ces exigences.
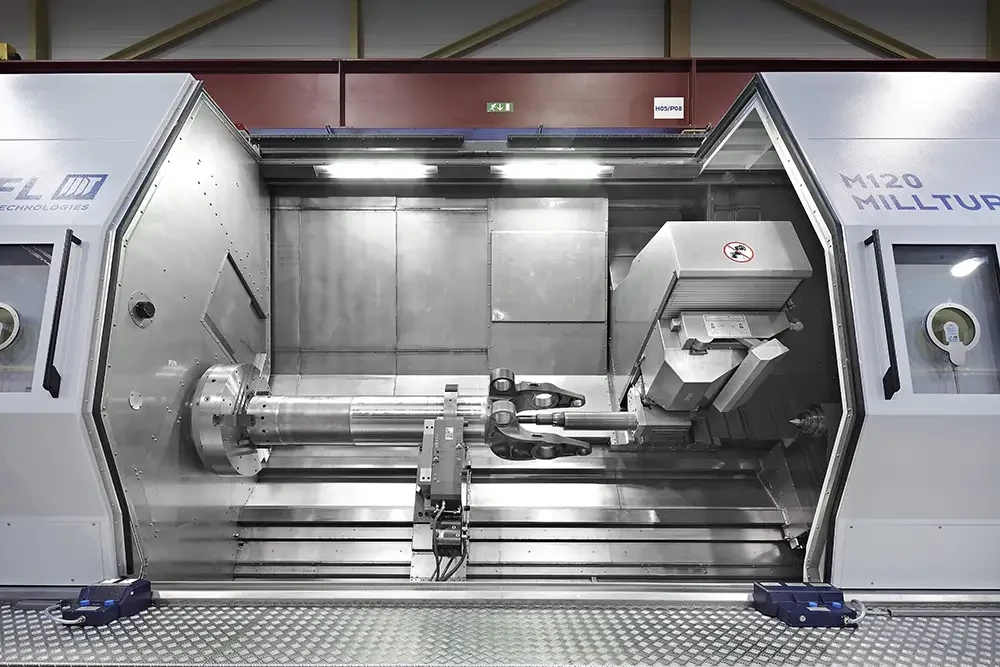
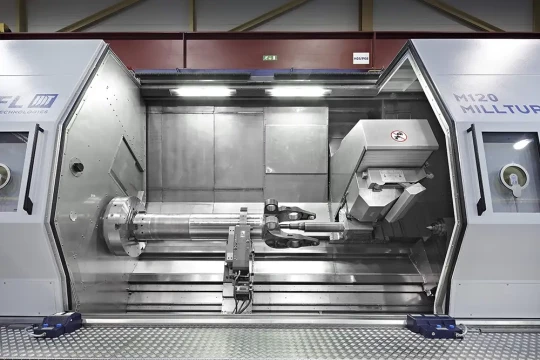
Les machines T40 à T150 sont des tours à banc incliné, équipés d’une ou plusieurs tourelles porte-outils pour l’usinage difficile et de haute précision des arbres et des pièces en mandrin. De plus, l’alésage intérieur avec de longs outils d’alésage devient une réalité. La série TB est idéale pour les pièces tournées complexes et celles nécessitant un grand stock d’outils. Les modèles TB40 à TB150 permettent l’usinage haute précision de pièces jusqu’à 1 500 mm de diamètre et 8 000 mm de longueur (valeurs supérieures sur demande).
Chaque projet d’usinage de pièces en mandrin est unique et nécessite une solution sur mesure. Les solutions d’automatisation, par exemple, sont un complément parfait pour un environnement de production encore plus efficient. Un système automatisé avec robots ou portiques permet le stockage optimal et l’usinage intégré des pièces dans des systèmes à palettes.
 Le titane 5553 (Ti5Al5V5Mo3Cr) est utilisé pour la fabrication des trains d’atterrissage dans l’industrie aéronautique. Ce matériau se distingue par ses propriétés améliorées en termes de résistance mécanique, de ténacité et de tenue à la chaleur. Toutefois, le « Titanium triple-cinq-trois », comme l’appellent les initiés, fait partie des matériaux les plus difficiles à usiner.
Le titane 5553 (Ti5Al5V5Mo3Cr) est utilisé pour la fabrication des trains d’atterrissage dans l’industrie aéronautique. Ce matériau se distingue par ses propriétés améliorées en termes de résistance mécanique, de ténacité et de tenue à la chaleur. Toutefois, le « Titanium triple-cinq-trois », comme l’appellent les initiés, fait partie des matériaux les plus difficiles à usiner.Usinage du titane
L’industrie aéronautique représente un secteur stratégique pour WFL. Ce domaine exige de plus en plus de matériaux difficiles à usiner, notamment le titane, sur lequel WFL a su capitaliser grâce à une expertise de pointe.
Le titane impose des contraintes particulières aux outils et aux machines durant l’usinage. Ces dernières années, l’alliage 3.7165 s’est imposé comme une référence dans les matériaux légers, notamment dans les secteurs aéronautiques, spatial et médical. Plus connu sous le nom Ti6Al4V, il contient 6 % d’aluminium et 4 % de vanadium, et offre un excellent compromis entre résistance mécanique, résistance à la corrosion et aptitude au travail en conditions extrêmes. Malgré de bonnes données empiriques et des paramètres de coupe maîtrisés, son usinage reste une discipline de haut niveau.
De nouveaux alliages de titane sont régulièrement développés pour répondre à des besoins spécifiques des clients. Certains partenaires de WFL utilisent par exemple le Titanium 5553 (Ti5Al5V5Mo3Cr) pour la fabrication de trains d’atterrissage. Ce matériau se distingue par une meilleure ténacité et une résistance accrue, tout en étant moins sensible aux transformations structurelles lors du chauffage.
Le Ti 5553 est actuellement l’un des matériaux les plus difficiles à usiner. Il est recommandé de ne pas dépasser une vitesse de coupe de 45 m/min, sous peine de voir la durée de vie des outils chuter drastiquement.
 L’industrie aéronautique représente un segment de marché important pour WFL
L’industrie aéronautique représente un segment de marché important pour WFLLes défis de l’usinage du titane
L’usinage du titane génère des problèmes spécifiques, comme la concentration thermique locale due à sa faible conductivité thermique, entraînant des modifications chimiques (fragilisation à haute température) et la formation d’arêtes rapportées. Ces effets sont plus marqués avec le Ti5553 qu’avec d'autres alliages de titane. Il est donc crucial d’ajuster avec précision la vitesse de coupe, l’avance et la profondeur de passe.
L’usage de lubrifiants adaptés, combiné à une stratégie de refroidissement efficace, est essentiel. L’évacuation rapide et continue des copeaux doit être assurée à tout moment. Un autre défi spécifique à ce matériau est l’élimination de la couche de peau de forge (surnommée « peau d’éléphant »), issue du procédé de forgeage en amont, qui présente une dureté superficielle très élevée.
Le faible module d’élasticité du titane le rend plus sujet à fuir sous la pression de l’outil et à fusionner avec l’arête de coupe. C’est pourquoi l’usinage doit être réalisé à basse vitesse de coupe, mais avec une profondeur de passe relativement élevée et des vitesses d’avance adaptées. Il est impératif d’utiliser des outils tranchants, bien serrés et sans vibrations, ainsi qu’une pièce solidement bridée.
L’expérience, facteur clé du succès
L’expérience est déterminante. Il est crucial de prendre en compte les contraintes de l’usinage dès la phase de conception. Les matériaux difficiles à couper comme le titane ont directement influencé le développement des machines WFL. C’est pourquoi WFL propose des solutions sur mesure, intégrant non seulement la machine, mais aussi la stratégie d’usinage, la gestion thermique et les systèmes de refroidissement adaptés à chaque application exigeante.
 Les pièces les plus adaptées à l’alimentation automatisée sont les « disques » et les « anneaux » : anneau, blisk et disque
Les pièces les plus adaptées à l’alimentation automatisée sont les « disques » et les « anneaux » : anneau, blisk et disque