Les industries aéronautique et aérospatiale contribuent à la demande mondiale actuelle, quoique faible, de machines-outils. En revanche, l'une des principales matières qui est traitée dans ces marchés est le titane. Une gestion minutieuse des outils et des paramètres peuvent réserver de merveilleuses surprises et d'intéressantes marges, comme dans les quatre différentes approches développées et mises en œuvre par Iscar pour le centre de fraisage à haute puissance et haut couple Tarkus conçu par Jobs pour L'usinage de matières très tenaces.
La recherche constante de structures aéronautiques toujours plus légères et plus résistantes et de moteurs plus performants a conduit à l'élaboration de nouveaux matériaux, tels que les nouveaux alliages à base de nickel, les alliages de titane, des composites et aluminiums à haute résistance. Les matériaux qui sont utilisés pour les applications de l'industrie aéronautique répondent, grâce à leurs propriétés, aux exigences de légèreté et de résistance typique de ce secteur, mais restent difficiles à usiner.
Dans le domaine des machines et des outils de grands pas en avant ont été réalisés ces dernières années: les importants investissements réalisés dans ce secteur prometteur ont permis de développer de nouveaux outils et de nouveaux procédés de coupe, dans le but d'assurer une plus grande productivité et une meilleure maîtrise des coûts.
L'approche
Pendant des années, il était très difficile de comprendre ce qui se passait près de la pointe outil au cours des processus d'usinage. Une avancée majeure a été faite par Iscar qui a investi des capitaux et des ressources en recherche et développement : Iscar a identifié les mécanismes complexes qui agissent au cours du processus de coupe.
Cette connaissance a ensuite été traduite par des solutions innovantes qui assurent une meilleure conductivité thermique, offrent une géométrie de coupe mieux appropriée et une forme de copeaux adaptée à son évacuation. Les micro-grains en carbure et les traitements de surfaces des plaquettes outils qui ont été développés ont fourni des solutions optimales pour une optimisation de la productivité, une meilleure précision et une excellente qualité de finition des surfaces usinées.
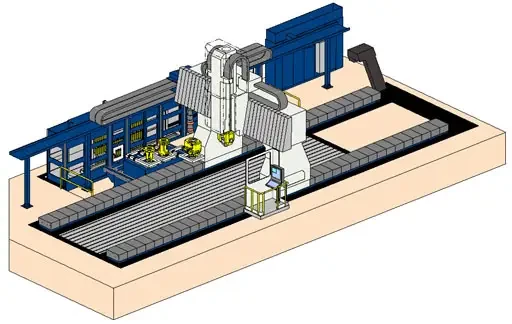
Aux journées portes ouvertes de Jobs, qui se sont déroulées à l'usine à Piacenza, Iscar a présenté quelques une de ces solutions pour l'usinage du titane sur le centre de fraisage 5 axes Tarkus qui dispose de puissance/couple élevés et une importante capacité d'enlèvement copeaux.
Un problème, de nombreuses solutions
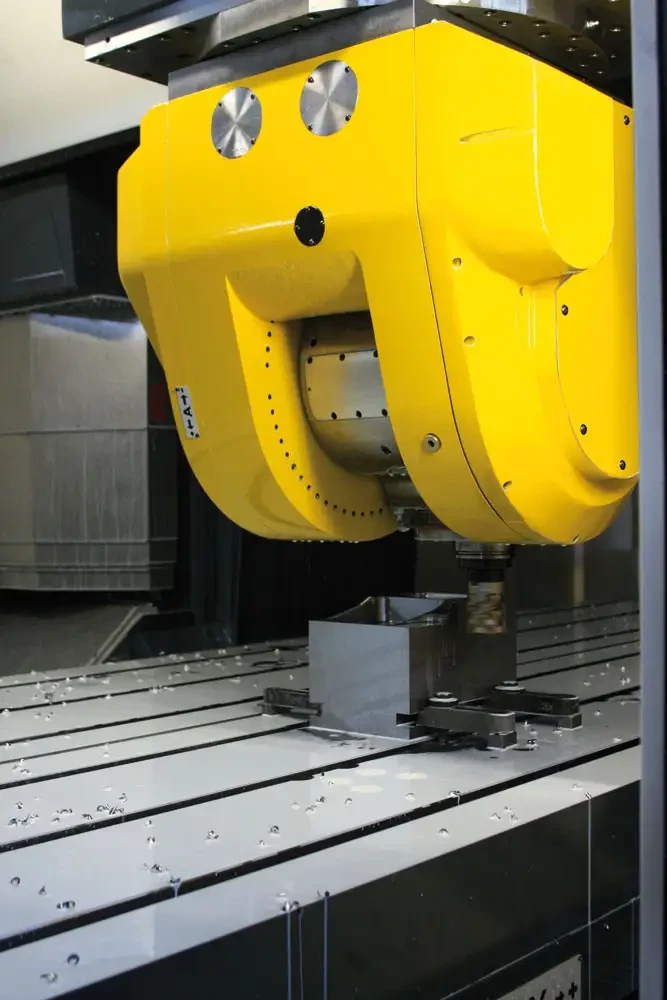
L'idée de base est de réaliser des essais en utilisant différentes approches, sur une pièce test en titane, puis mesurer et évaluer les résultats. Pour cette raison, Iscar a programmé l'usinage de poches dans la pièce en titane en utilisant des outils différents et, bien sûr, des méthodes différentes.
Le paramètre le plus déterminant pour le choix des outils est la capacité d'enlèvement de copeaux: de manière générale, la hausse de cette valeur a pour conséquence la diminution du temps d'exécution d'une opération. Cependant, on n'obtient pas toujours le meilleur résultat en se fondant uniquement sur ces informations.
Le premier essai a consisté à utiliser une approche traditionnelle avec des fraises-HELI-TANG hélicoïdale pour l'usinage des faces latérales (dans ce cas, des faces ouvertes). La fixation d'ensemble de cet outil produit une robustesse plus élevée de l'ensemble (les efforts de coupe sont absorbées par le corps de la fraise et non pas par l'outil) et permet de concevoir l'outil avec un nombre plus importants d'inserts montés ou, alternativement, d'augmenter la taille les poches d'évacuation. La géométrie positive s'est avérée particulièrement adaptée pour la coupe du titane, permettant d'utiliser des paramètres plus élévés. Le volume d'enlèvement de copeaux, en effet, s'est élevé à environ 100 cm3/min avec une avance de 222 mm / min.
La fraiseuse Tarkus de Jobs peut réaliser ces opérations, grâce à une puissance/couple élevés de sa tête de fraisage ou, comme dans le second exemple d'usinage avec la fraise FEED-MILL, en utilisant des avances élevées des axes linéaires.
Utilisant une avance de 1400 mm / min et une profondeur de coupe de 1,3 mm, en fait, nous arrivons à un volume de copeaux de 91 cm 3 / min, très semblable à celui obtenu avec l'outil de fraisage hélicoïdale. La géométrie spéciale des inserts larges H600 WXCU offre la possibilité d'avoir des avances très importantes (dans l'acier jusqu'à 3,5 mm / dent, dans le titane 1 mm / dent).
Dans le troisième cas examiné, l'approche était totalement différente: à travers l'utilisation d'une fraise-TANG Plunge, l'usinage a été effectué en plongée.
L'outil a travaillé par plongées successives, avec l'avantage d'appliquer pleinement les efforts de poussée sur la fraise/la broche /la machine et non pas sur l'insert. Dans ce cas, l'exécution de la poche a été limitée par la présence d'une paroi de faible épaisseur de 5 mm, ce qui serait difficile à réaliser avec d'autres méthodes et des temps pas intéressants, à cause des vibrations déclenchées par une approche traditionnelle. C'est sans doute la solution idéale pour créer des poches profondes, où les barres anti vibrations souvent ne fournissent pas la rigidité nécessaire. Avec un volume de copeaux de 38 cm 3 / min, cette fraise peut être avantageuse car elle ne nécessite pas de outils complémentaires de finition. En plus de la réduction du temps de cycle, vous pouvez alors libérer des positions dans le magasin d'outils et, là encore en raison du montage et de la géométrie positive, nous avons par conséquent les avantages déjà mentionnés.
ISCAR a proposé sur le quatrième cycle de travail d'utiliser sur une fraise chandelle traditionnelle, cependant, avec inserts à géométrie positive APKT FEED-MOULIN, qui sont également conçus pour l'usinage en grande vitesse. Changeant de façon appropriée les paramètres de coupe, elle a enlevé un volume de copeaux de 79 cm3/min utilisant des porte outils très classiques, pour une économie du processus global.
Suite de l'article
sur le centre d'usinage pour le fraisage du titane Tarkus de JOBS