L'Institut de Soudure a un certain nombre de projets en cours pour réduire le nombre de copeaux. «
Le laser fait partie des technologies qui permettent d’assembler des pièces pour faire sous-ensembles tout gagnant en productivité et en réduisant de manière importante les copeaux. Ceux-ci peuvent représenter jusqu’à 90% d’une pièce. Ces changements de technologies, qui concernent en particulier les pièces de structure, garantissent la même qualité du produit fini. » insiste Fabrice Scandella, expert matériaux et procédés à l’Institut de Soudure. «
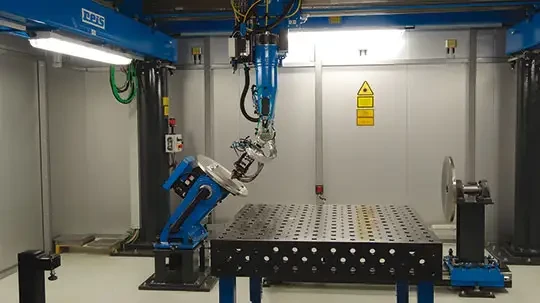
L’Institut de Soudure développe l’application. Aujourd’hui un produit existe, réalisé par enlèvement de matière et nous trouvons les solutions et assurons la mise au point du process de fabrication pour le remplacer par un produit mécanosoudé. Notre travail va de la réflexion sur la conception de la pièce jusqu’à la réalisation d’un prototype à l’échelle 1. Nous réalisons également la phase d’essais : contrôles destructifs, fatigue, corrosion, etc. Nous sommes équipés d’un robot portique 8 axes de soudage laser qui nous est très utile sur ces projets grâce à ses courses de 3 x 3 x 1 m. Il permet en effet de souder des pièces de grandes dimensions. »
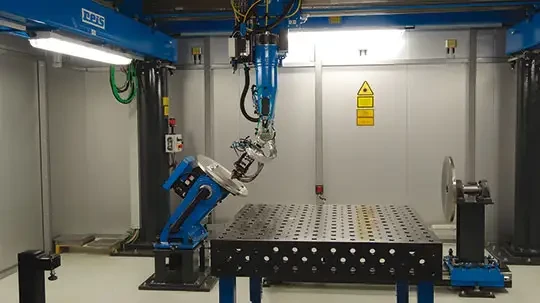 Robot portique de soudage laser installé à l’Insititut de Soudure. (Photo BG)
Robot portique de soudage laser installé à l’Insititut de Soudure. (Photo BG)Autres technologies de soudage et brasage
L’Institut de Soudure dispose de plusieurs lasers de faibles et fortes puissances pour mener à bien ses recherches et ses projets, ainsi que d’une plateforme de tests pour la résistance mécanique ou la corrosion.
Au-delà du laser, l’Institut de Soudure mène des recherches dans le domaine du soudage-diffusion ou du brasage-diffusion, deux technologies intéressent le domaine de l’énergie et en particulier du nucléaire. C’est à ce titre qu’elle a intégré un four sous vide dédié à ces technologies.
Le brasage-diffusion est un procédé qui se différencie du brasage classique par un allongement du temps d’exposition à haute température pour mieux diffuser l’alliage d’apport. Il est même possible, par une durée de chauffage encore plus importante, de faire disparaître l’alliage.
Avec le soudage-diffusion (en anglais HIP pour Hot Isostatic Pressing), deux pièces sont mises en contact dans le four sous vide, mais sans métal d’apport, avec une pression importante qui va entraîner une diffusion des atomes au niveau de la zone de contact et permettre la réalisation d’une pièce monolithique. Une préparation de surface très minutieuse est nécessaire, éventuellement avec un revêtement. «
Les pièces assemblées ainsi ressortent du four avec des propriétés qui sont celles du métal de base. Cependant, tous les matériaux ne sont pas adaptés à ce mode d’assemblage. Les aciers trempés, par exemple, perdent leurs caractéristiques lors d’un chauffage élevé. D’autres matériaux comme les aciers carbone-manganèse ou HLE ne conviennent pas non plus. Des matériaux résistants au fluage sont donc privilégiés avec cette technologie, comme les alliages base nickel. Nous avons également réalisé beaucoup d’applications avec le titane. » précise Fabrice Scandella.
Le brasage classique, procédé très adapté à l’assemblage multi-matériaux, fait également partie des chevaux de bataille de l’Institut de Soudure.
Dans le domaine du soudage à l’arc, l’Institut a noué des partenariats avec différents constructeurs pour répondre aux préoccupations des industriels, notamment en soudage MIG-MAG. «
Avec un investissement relativement faible, il est possible d’accroître la productivité, en divisant par 3 le nombre de passes. La réduction de la consommation produits d’apport et de gaz est très importante tandis que les soudeurs peuvent être consacrés à de nouvelles tâches. » justifie Fabrice Scandella.
 Le soudage par friction malaxage a notamment permis de réduire de 70% le nombre des rivets nécessaires à la fabrication d’un avion Piaggio P180. (Photo BG)
Le soudage par friction malaxage a notamment permis de réduire de 70% le nombre des rivets nécessaires à la fabrication d’un avion Piaggio P180. (Photo BG)
Le soudage par friction malaxage (FSW) est également étudié depuis de nombreuses années à l’Institut de Soudure en mode machine ou robotisé. Avec un robot, les épaisseurs maximales sont de 8 à 10 mm. Par contre une application a déjà été réalisée sur une machine spéciales avec des alliages d’aluminium de 30 mm. Parmi les applications remarquables réalisées par l’Institut de Soudure, était présenté un tronçon de fuselage réalisé en FSW. Ce changement de technologie a notamment permis de réduire de 70% le nombre des rivets nécessaires à la fabrication d’un avion Piaggio P180 Avanti, soit 7000 rivets remplacés par 140 mètres de soudage FSW avec des gain de poids, de temps et de coûts d’outillage énormes. Fabrice Scandella considère que le procédé «
n’est viable qu’avec l’aluminium. Avec le cuivre ou les aciers, les outils s’échauffent très rapidement. »
Enfin, L’institut de Soudure surveille les évolutions des technologies d’apprentissage virtuel du soudage qui doivent être mis en place comme outils complémentaires de formation. «
Ces équipements ne vont pas transformer un débutant en soudeur confirmé en quelques jours. Le passage au soudage sur pièces réelles reste indispensable. Par contre, le soudeur va pouvoir décomposer son geste pour apporter des améliorations en positionnement de torche, vitesse et régularité du geste, etc. »
Journées Nationales des Procédés Laser pour l’Industrie 2014
L’édition 2014 des Journées Nationales des Procédés Laser pour l’Industrie (JNPLI) se tiendra les 1, 2 et 3 juillet à l’Institut d’Optique d’Aquitaine de Bordeaux/Talence (33).
Les JNPLI sont l’évènement incontournable dédié aux procédés laser industriels et à leurs avancées. Elles proposent un tour d’horizon des dernières innovations et des applications récemment mises en œuvre dans ce domaine. Elles sont de plus une solution efficace pour permettre aux différents acteurs de cette technologie de se rencontrer. Les échanges peuvent se faire par le biais des conférences ou des diverses animations proposées : networking coffees, posters scientifiques et techniques, espace d’exposition.
Les JNPLI 2014, organisées par le CLUB LASER ET PROCEDES, en collaboration avec ALPHANOV et le POLE ALPHA ROUTE DES LASERS, proposent 30 conférences techniques sur les procédés lasers industriels.
Mardi 1er juillet :
13H00 : Accueil des personnes inscrites aux visites
13H30 : Départ en bus pour les visites
17H30 : Assemblée Générale du Club Laser et Procédés (AG élective, réservée aux adhérents du CLP)
20H00 : Possibilité de soirée organisée
Mercredi 2 juillet :
08H30 : Accueil des participants inscrits aux JNPLI
09H00 : ouverture
09H40 : MARCHE ET NOUVELLES APPLICATIONS DU LASER
14H00 : PERCAGE, DECOUPE ET SOUDAGE LASER
16H40 : MICRO-USINAGE LASER
18H30 : Départ en bus pour la soirée au Château Luchey-Halde
Jeudi 3 juillet :
08H00 : Accueil des participants inscrits aux JNPLI
08H30 : MICRO, MARQUAGE ET TEXTURATION DE SURFACE PAR LASER
14H00 : INNOVATIONS TECHNOLOGIQUES
15H40 : Visite du centre technologique Optique et Lasers Alphanov
Première partie de l'article
Le futur du soudage : paroles d’experts (1/2)