Pour ses implants neurochirurgicaux, la société MIETHKE est consciente de sa grande responsabilité en matière de fonctionnalité, sécurité et du haut degré de qualité requis pour ses produits. Chaque implant inséré abrite la qualité de vie et la confiance d'une personne souffrant d'hydrocéphalie. Pour la production de composants divers en titane, l'entreprise allemande (Potsdam) mise sur les outils de précision de la société Paul Horn GmbH de Tübingen. HORN développe en permanence des solutions nouvelles et plus productives pour les utilisateurs. «
Grâce à ces outils, nous avons déjà pu optimiser certains de nos composants », déclare Willi Engel, tourneur-fraiseur de MIETHKE.
Le système ventriculaire humain, composé de quatre chambres cérébrales interconnectées (ventricules) et le liquide céphalorachidien circulant apportent au cerveau des nutriments. La fonction du liquide céphalorachidien est de protéger le cerveau de dommages mécaniques. Il régule également la pression intracrânienne, maintient l'humidité du tissu cérébral et transporte les produits métaboliques.
Le liquide céphalorachidien est renouvelé environ trois fois par jour. Chez l'homme en bonne santé, la production et la réabsorption du liquide céphalorachidien sont équilibrées. L'hydrocéphalie génère une quantité de liquide céphalorachidien généralement supérieure à celle qui peut être absorbée. Il en résulte un élargissement des ventricules cérébraux et, par conséquent, une augmentation de la pression intracrânienne. C'est là que les implants neurochirurgicaux de Christoph Miethke GmbH & Co. KG entrent en action.
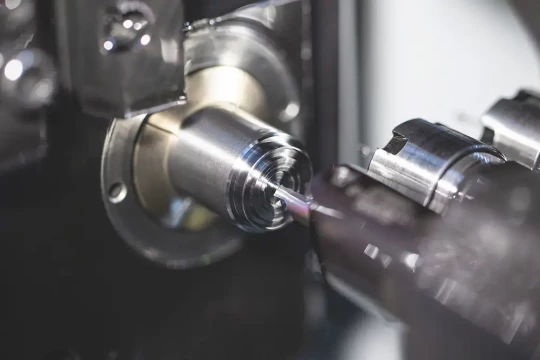 Plongée axiale du couvercle de valve avec le système Supermini, type 105 (Photo Horn/Sauermann)
Plongée axiale du couvercle de valve avec le système Supermini, type 105 (Photo Horn/Sauermann)Régulation de la pression intracrânienne
L'opération d'implantation d'un système dit de dérivation n'est généralement ni dangereuse ni difficile par rapport à d'autres procédures neurochirurgicales. Les systèmes de drainage comprennent une valve pour réguler la pression intracrânienne et des cathéters pour drainer le liquide céphalorachidien. Pour l'implantation d'un tel système de dérivation, le neurochirurgien fait quelques petites incisions pour le placer dans le tissu sous-cutané – seul le cathéter ventriculaire pénètre dans les ventricules et l'extrémité du cathéter de drainage dans la cavité corporelle correspondante (cavité abdominale ou via une des veines jugulaires dans l'oreillette droite). Pour placer le cathéter ventriculaire dans l'un des ventricules latéraux, le neurochirurgien perce un trou dans l'os du crâne. Le reste des cathéters de drainage ainsi que la valve sont placés directement sous le tissu cutané. La valve est placée soit sur l'os du crâne dans la région située derrière l'oreille, dans la région thoracique ou dans la région lombaire.
« Une utilisation d’implant requiert de notre part la meilleure qualité possible des composants au stade de la production, ce qui inclut également une optimisation constante des processus de fabrication », souligne Willi Engel. Les outils HORN sont utilisés dans de nombreuses opérations d’usinage dans la production de MIETHKE. «
Nous collaborons intensivement avec HORN depuis plus de deux ans. Les conseillers techniques responsables sont des interlocuteurs privilégiés qui nous soutiennent en théorie et en pratique », poursuit Willi Engel.
 Pour la plongée axiale et la finition du couvercle de valve en titane, Miethke mise sur le système Supermini Type 105 (Photo Horn/Sauermann)
Pour la plongée axiale et la finition du couvercle de valve en titane, Miethke mise sur le système Supermini Type 105 (Photo Horn/Sauermann)Collaboration HORN / MIETHKE : des exigences élevées
Le système Supermini type 105 est utilisé pour la fabrication du couvercle de valve à paroi mince en titane de la valve proGAV 2.0. D'une part, un outil pour les plongées axiales, d'autre part, un outil spécial pour la finition du couvercle. «
Pour assurer un ajustement étroit du couvercle d'une longueur de 0,5 mm, nous avons conçu un outil Supermini avec un rayon d'angle de 0,05 mm », explique Christian Gries, technicien chez HORN. Willi Engel poursuit : «
L'usinage du titane présente toujours des difficultés en matière de dissipation de chaleur et de contrôle de copeaux. Utilisé comme implant, le système nous impose des critères stricts en matière de surface et d'absence de bavures sur le composant. » L'optimisation des trajectoires de déplacement à l'aide d'un système FAO a permis aux collègues expérimentés du service d'usinage de doubler la durée de vie des outils qui est passée de 1 000 à 2 000 pièces. «
Nous avons trouvé les meilleures solutions pour tirer parti des performances des plaquettes de coupe », commente Willi Engel. Sur la machine de MIETHKE, le couvercle de la valve fait figure de marathonien avec une production annuelle de 10 000 exemplaires.
La production d'embouts cannelés pour les réservoirs a requis une nouvelle optimisation du processus. Des tuyaux en silicone sont fixés sur les embouts. La forme de l'embout a été copiée. Eu égard à la précision des formes requise et au long temps consacré à l'usinage et à l'équipement, il était nécessaire de prendre des mesures. Christian Gries a suggéré de remplacer le copiage par l'utilisation d'une plaquette de coupe réversible profilée à trois arêtes de coupe de type S32T. «
De cette façon, le perçage du moule ainsi que le taraudage simultané de l'embout peuvent être effectués en une seule opération », explique Christian Gries. Six semaines ont suffi aux responsables pour mettre en œuvre la conversion. Les premiers tests de la plaquette de coupe réversible, affûtée avec précision, étaient déjà encourageants. Néanmoins, une petite bavure est apparue lors du perçage. L'optimisation du profil de coupe et l'extension de l'arête latérale ont permis de résoudre cette difficulté. «
Nous avons livré deux variantes de l'outil spécial dans un délai de six semaines. Le système HORN Greenline nous permet de réagir rapidement », commente Christian Gries. Willi Engel est également satisfait de cette conversion. «
Nous fabriquons des dizaines de milliers d'embouts cannelés par an. Le changement nous permet désormais de gagner environ 20 secondes par composant et nous avons aussi augmenté la durée de vie à 1 500 embouts cannelés par arête de coupe. De surcroît, les temps de réglage sont plus courts. »
Autres outils SUPERMINI HORN utilisés
En plus d’un système de dérivation, une préchambre (pédiatrique) peut être intégrée et positionnée sur la calotte crânienne. Une telle préchambre permet de prélever des échantillons de liquide céphalorachidien, d'appliquer des médicaments et de contrôler la pression. Un prélèvement de liquide céphalorachidien et l'ajout de médicaments peuvent être effectués par ponction de la membrane de silicone avec une canule. La base en titane évite le perçage par une canule. Pour ce composant, la production de MIETHKE mise aussi sur le système Supermini de type 105. Ce système est également utilisé pour un perçage 8H7. Avec la géométrie HP, la première étape consiste à pré percer dans la masse jusqu'à un diamètre de 7 mm. Une géométrie axiale est utilisée pour produire la cale étalon sur le diamètre 8H7.
Willi Engel a apprécié cette coopération fructueuse entre les entreprises Christoph Miethke GmbH & Co. KG et HORN : «
HORN s'investit à fond pour satisfaire les besoins, c'est extraordinaire. »
 Implant entièrement assemblé pour le traitement de l’hydrocéphalie (Photo Horn/Sauermann)
Implant entièrement assemblé pour le traitement de l’hydrocéphalie (Photo Horn/Sauermann)























