Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 10091 actualités, 1468 vidéos
2000 fiches produits, 10091 actualités, 1468 vidéos


Chez MAPAL, les innovations produits visent toujours à soutenir et à développer...
> Lire
L'usinage de matériaux en acier à copeaux longs, tels que les aciers inoxydables...
> Lire
Au cours de ses 75 ans d'histoire, l'entreprise familiale MAPAL est passée de mo...
> Lire
Face à la pression croissante sur les coûts, à l’exigence de tolérances toujours...
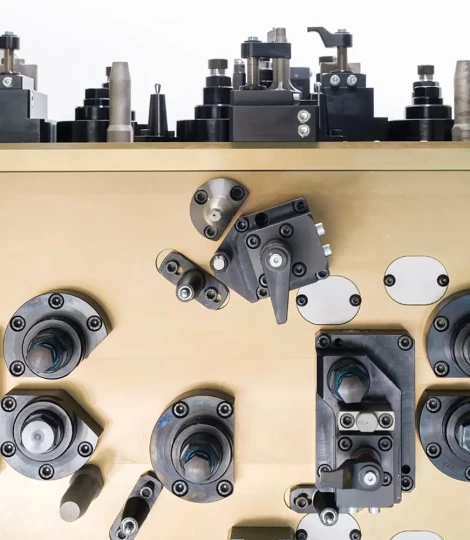
> VoirZerspanungstechnik Mangner GmbH à Bad Laasphe, en Allemagne, réside dans des investissements ciblés dans l'optimisation. Le perçage a été rendu plus efficace grâce à un large ensemble d'outils de MAPAL. Cet ensemble comprend 110 forets à tête interchangeable TTD ainsi qu'un stock important de têtes en carbure monobloc.
Lorsque Mike Mangner a créé son entreprise dans un petit hangar loué en 2013, les outils devaient encore être changés à la main. La jeune entreprise s'est rapidement développée. À peine un an plus tard, elle a acheté son local actuel et installé ses premières machines Hermle. En tant que sous-traitant traditionnel, la plupart des clients de Mangner proviennent de l'industrie de la fabrication d'outils et de moules. L'entreprise leur propose des services tels que le moulage sous pression, le moulage au sable et la fabrication de modèles. La plupart des travaux sont destinés à l'industrie automobile. En outre, des pièces sont également produites pour la construction mécanique générale. Les clients de Mangner viennent de toute l'Allemagne, mais surtout de leur région.
Entre-temps, 15 centres d'usinage, principalement de Hermle, ont été installés dans l'atelier. De la plus petite machine 5 axes au centre d'usinage pour des composants pouvant atteindre 1 x 1 m, ils couvrent un large éventail de composants. Il y a environ deux machines pour chaque opérateur. La programmation s'effectue directement sur leur lieu de travail. La philosophie d'optimisation de Mike Mangner consiste à utiliser de nombreuses machines identiques. La prochaine étape du processus de standardisation consiste à mettre à disposition autant d'outils identiques que possible pour ces machines. « Grâce à ce concept, nous sommes en position de force et pouvons employer nos opérateurs de manière flexible », explique Mike Mangner.
Dominik Geßner a rejoint Mangner en tant que directeur de production il y a deux ans, apportant avec lui son expérience et ses contacts. MAPAL et son directeur commercial régional Uwe Rein en faisaient partie. Geßner a préconisé l'utilisation de forets à tête interchangeable TTD, qu'il avait appris à connaître et à apprécier au fil des ans.
Le foret à tête interchangeable TTD est la principale application de l'interface TTS (Torque Transfer System). L'interface doit sa stabilité à la denture Hirth disposée radialement avec 12 ou 18 dents, selon le diamètre de la tête de foret en carbure monobloc adaptée utilisée. Grâce à la fermeture de forme de la denture, des géométries variables de la tête remplaçable sont possibles. De plus, un transfert de couple optimal et une grande précision de concentricité et de changement sont garantis.
La tête de forage remplaçable est fixée par une goupille filetée fixée sur le côté du porte-outil. Cela permet de changer le foret directement dans la machine. L'aide au positionnement intégrée dans la denture garantit que les rainures à copeaux et le transfert de liquide de refroidissement du porte-outil vers la tête de forage remplaçable correspondent. Grâce à sa géométrie de pointe, la tête de forage offre un niveau de qualité et de performance similaire à celui des forets en carbure monobloc.
« Le véritable avantage de ces forets réside dans leur capacité à usiner de manière fiable les matériaux trempés », rapporte M. Geßner. « Nous obtenons ici une longue durée de vie des outils, ce qui réduit notre consommation de forets. » Chez Mangner, les alésages étaient auparavant réalisés avant la trempe. En éliminant la nécessité d'une étape de serrage supplémentaire, le temps de réglage a été réduit. Cela augmente l'efficacité de la fabrication, apportant ainsi une valeur ajoutée à l'entreprise.
Le système d'outils utilisé auparavant présentait un point faible particulier : si une tête de foret en carbure monobloc se cassait, le porte-foret était généralement également endommagé. D'après l'expérience de M. Geßner, cela ne s'est jamais produit avec MAPAL. Après une rupture, le travail pouvait toujours se poursuivre avec une nouvelle tête de foret, limitant ainsi les dommages consécutifs. « J'ai principalement envisagé de changer de système d'outils d'un point de vue financier », explique Mike Mangner pour justifier son choix de MAPAL.
Mangner utilise principalement les forets pour réaliser des alésages profonds ainsi que des alésages complets pour le refroidissement, appelés « coolant boost ». Alors que la géométrie normale de l'angle de coupe est de 140°, MAPAL propose également des variantes pour des applications spéciales. Une pointe à 180° permet par exemple de réaliser des alésages fraisés, ce qui ne serait autrement possible qu'avec une fraise. Les forets à pointe sphérique permettent d'obtenir des rayons à l'extrémité. M. Geßner indique que, si elles sont manipulées avec soin, les têtes de forage peuvent être réaffûtées jusqu'à trois fois par MAPAL. « C'est très durable et cela réduit le prix moyen par outil. »
Le pack d'outils livré par MAPAL comprend des diamètres de 12 à 45 mm, les longueurs d'outils étant de 3xD, 5xD, 8xD et 12xD. « Nous couvrons une certaine plage de diamètres avec des forets à tête de rechange par incréments de dixièmes », précise M. Geßner. « Les outils seraient inabordables s'ils étaient entièrement en carbure monobloc. » Les nombreuses tailles reflètent les différentes exigences de la fabrication. Les séries de 100 pièces sont rares ici. Les lots typiques comptent entre une et dix pièces. Le matériau utilisé est souvent de l'acier 1.2343 résistant à la chaleur, mais des matériaux spéciaux, de l'acier de différentes duretés et de l'aluminium sont également traités.
Après le déploiement réussi des forets TTD, la coopération entre Mangner et MAPAL devrait se poursuivre. Des alésoirs sont déjà utilisés. Des essais de finition avec des fraises sont également en cours. Uwe Rein pense que la coupe à avance élevée pourrait être la prochaine étape.
Chez MAPAL, les innovations produits visent toujours à soutenir et à développer...
> Lire
L'usinage de matériaux en acier à copeaux longs, tels que les aciers inoxydables...
> Lire
Au cours de ses 75 ans d'histoire, l'entreprise familiale MAPAL est passée de mo...
> Lire
Face à la pression croissante sur les coûts, à l’exigence de tolérances toujours...
> Voir















