On a parfois tendance à confondre les deux procédés. En repoussage, l'épaisseur du flan reste "pratiquement" constante et la perte d'épaisseur entre le flan initial et la pièce va de 10% à 20% selon la nature du métal et la forme de la pièce. Au contraire, dans la technique voisine du fluotournage (appelée aussi fluoprojection) on procède en une seule passe en exerçant une forte pression qui fait fluer le métal sur le mandrin : l'épaisseur diminue alors fortement. Les deux opérations s'effectuent sur la même machine en modifiant le réglage d'avance du chariot.
En revanche, le fluotournage cylindrique nécessite des machines spécifiques qui, à partir d'ébauches cylindriques préalablement embouties et enfilées sur un long mandrin, affinent l'épaisseur en une seule passe sous la pression concentrique de deux ou trois molettes. La réduction d'épaisseur qui peut atteindre 90 % permet d'obtenir des pièces longues. Les principaux constructeurs de tours à repousser
DENN,
Leico, M&M, et surtout l'allemand WF dont c'est la spécialité, proposent aussi ces machines de fluotournage cylindrique qui servent en particulier dans le secteur de l'armement à fabriquer des douilles d'obus et
des corps d'engins balistiques. Leur exportation vers des pays "sensibles" fait l'objet de contrôles et d'autorisation du ministère de la Défense.
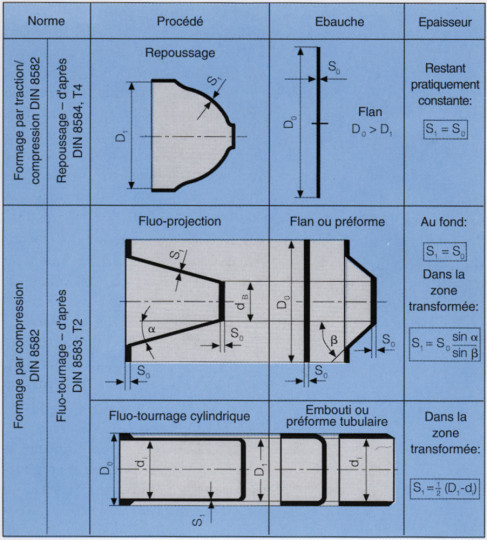 Le repoussage et le fluotournage peuvent s'effectuer sur la même machine à partir de flans alors que le fluotournage cylindrique requiert une machine spéciale qui amincit des ébauches de pièces embouties. (Doc Leico/Verlag Moderne Industrie)
Le repoussage et le fluotournage peuvent s'effectuer sur la même machine à partir de flans alors que le fluotournage cylindrique requiert une machine spéciale qui amincit des ébauches de pièces embouties. (Doc Leico/Verlag Moderne Industrie)
Les techniques du repoussage et du fluotournage sont normalisées DIN comme le rappelle Leico dans son petit ouvrage pédagogique bien illustré publié en 1994 : les deux procédés font l'objet des deux normes
DIN 8584-T4 pour le repoussage ou formage par "traction-compression" et
DIN 8583-T2 pour le fluotournage ou formage par "compression".
Le repoussage est un formage progressif en plusieurs passes qui "plaquent" la pièce sur un mandrin en rotation. Le métal subit des tractions-compressions mais l'épaisseur ne varie pratiquement pas (10 % environ). La trajectoire de la molette varie au cours des passes ce qui explique la difficulté de piloter ces mouvements par une CNC classique : on procède par leur mémorisation lors de la réalisation d'une première pièce.
Le fluotournage regroupe la fluoprojection réalisée sur la même machine que le repoussage mais en une seule passe par compression et fluage du métal; ce qui entraîne alors une forte variation d'épaisseur.
Le fluotournage cylindrique requiert une machine spéciale à deux ou trois molettes qui exercent une poussée concentrique pour amincir une ébauche emboutie et placée sur un mandrin. L'application typique est la fabrication de douilles d'obus, de corps de vérins et en général de pièces longues.
Ces procédés, à mi-chemin entre la chaudronnerie et l'emboutissage, ont tout d'abord trouvé leurs applications pour le formage de pièces minces en alliages légers pour l'éclairage ou l'électronique (capotages, réflecteurs de luminaires) l'électroménager (casseroles, poêles) l'aéraulique (pièces de filtration et de ventilation) la chaudronnerie (fonds bombés de réservoirs, cuves de bétonnières et de pétrins) sans oublier l'orfèvrerie, berceau traditionnel du procédé (vases, bibelots, seaux à champagne)…
Les machines à CNC permettent désormais d'obtenir économiquement et avec une qualité constante, des pièces en acier ou en inox pour l'automobile (jantes, enjoliveurs, poulies…) sur des machines spéciales de fluotournage tout comme dans l'aéronautique et l'armement (nez d'aéronefs, coiffes et corps de missiles, douilles de munitions…).
Au lieu de travailler par expansion de la tôle on peut aussi procéder par compression et réaliser un rétreint.
On forme ainsi, à partir de tubes, des bouteilles de gaz et des extincteurs.
D'autres installations à axe vertical galbent aussi à froid et à chaud de grandes pièces comme des fonds de cuve et de réservoirs de fortes épaisseurs (45 mm). Ces spectaculaires machines à border restent la spécialité de constructeurs italiens dont le pionnier
BOLDRINI - FACCIN GROUP et de l'allemand
SCHLEIFENBAUM & STEINMETZ.
D'autres constructeurs proposent des détoureuses qui sont des machines verticales de reprise des pièces formées par emboutissage.
Les constructeurs de tours à repousser ou à fluotourner présents en France se comptent sur les doigts des deux mains : le pionnier allemand Leico, le hollandais M&M, l'espagnol
DENN, et deux italiens
ZANI et
NOVA SIDERA, sans oublier
RONDOLOTTI MAINTENANCE, seul français. L'allemand WF est représenté mais il construit surtout des installations spéciales de fluotournage notamment pour la confection des poulies pour l'industrie automobile. Nous examinerons successivement les caractéristiques de leurs machines.
Accès aux autres parties :
Les techniques de repoussage et de fluotournage : introduction - partie 1
Les techniques de repoussage et de fluotournage : CNC et modélisation - partie 2
Les techniques de repoussage et de fluotournage : commande par apprentissage ou adaptative - partie 4
Les techniques de repoussage et de fluotournage : des bouteilles de gaz à partir de tubes - partie 5
Les techniques de repoussage et de fluotournage : des machines à border et à détourer, à façonner - partie 6
Les techniques de repoussage et de fluotournage : Leifled - Leico - partie 7
Les techniques de repoussage et de fluotournage : M&M - partie 8